
Read all of the instructions before proceeding.
Refer to Kadant Johnson assembly drawing for part identification and to drawing A37640 for torque specifications. For easy identification, parts used in individual steps are often accompanied with their position in the assembly drawing [e.g. gasket (8B)]. Tighten all fasteners in a star pattern. Certified drawings are available upon request. Dimensions are for reference only and subject to change.
Important: Minimize running Kadant Johnson steam joints dry. Excessive seal wear may occur. Rotary joints using thermal oil should be run dry for five minutes for break-in. Reference “Thermal Oil Rotary Joint - General Guidelines.”
Never apply oil or grease to Kadant Johnson rotary joints. The saturated steam, condensate, or liquid passing through it is the only lubrication required for the carbon-graphite parts.


Remove all debris from inside piping and roll.


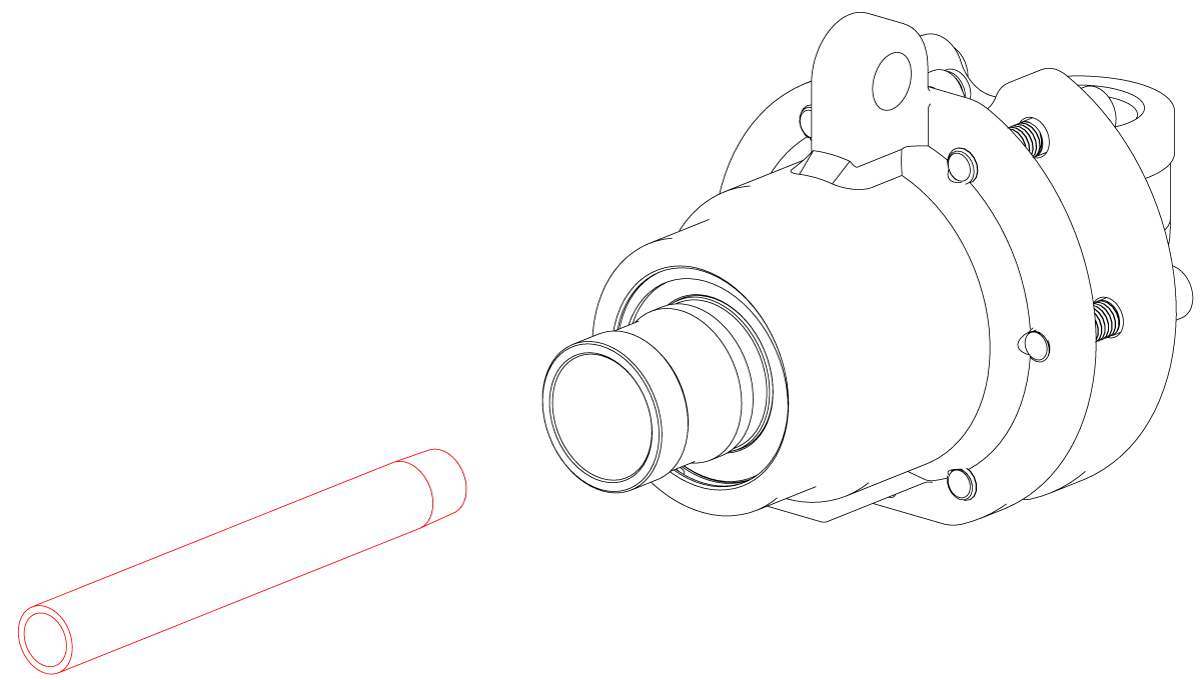
Thread the horizontal pipe into the rotary joint head. Check that the head is properly secured to the rotary joint.
Important: Check the pipe is straight and true to prevent excess wear and breakage.

(if you have a threaded connection proceed to Step 4)
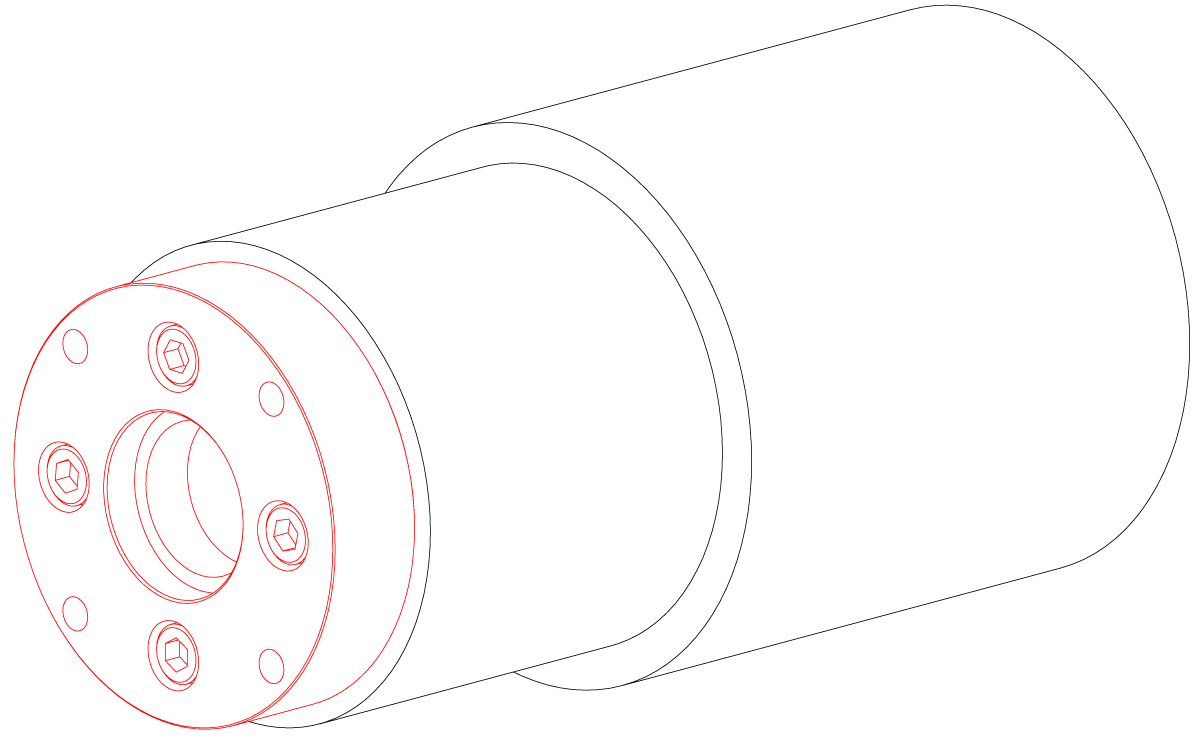
Slide the nipple flange over the rotary joint nipple with taper facing out. Place the split wedges into the recess of the nipple. Slide the nipple flange over the wedges.

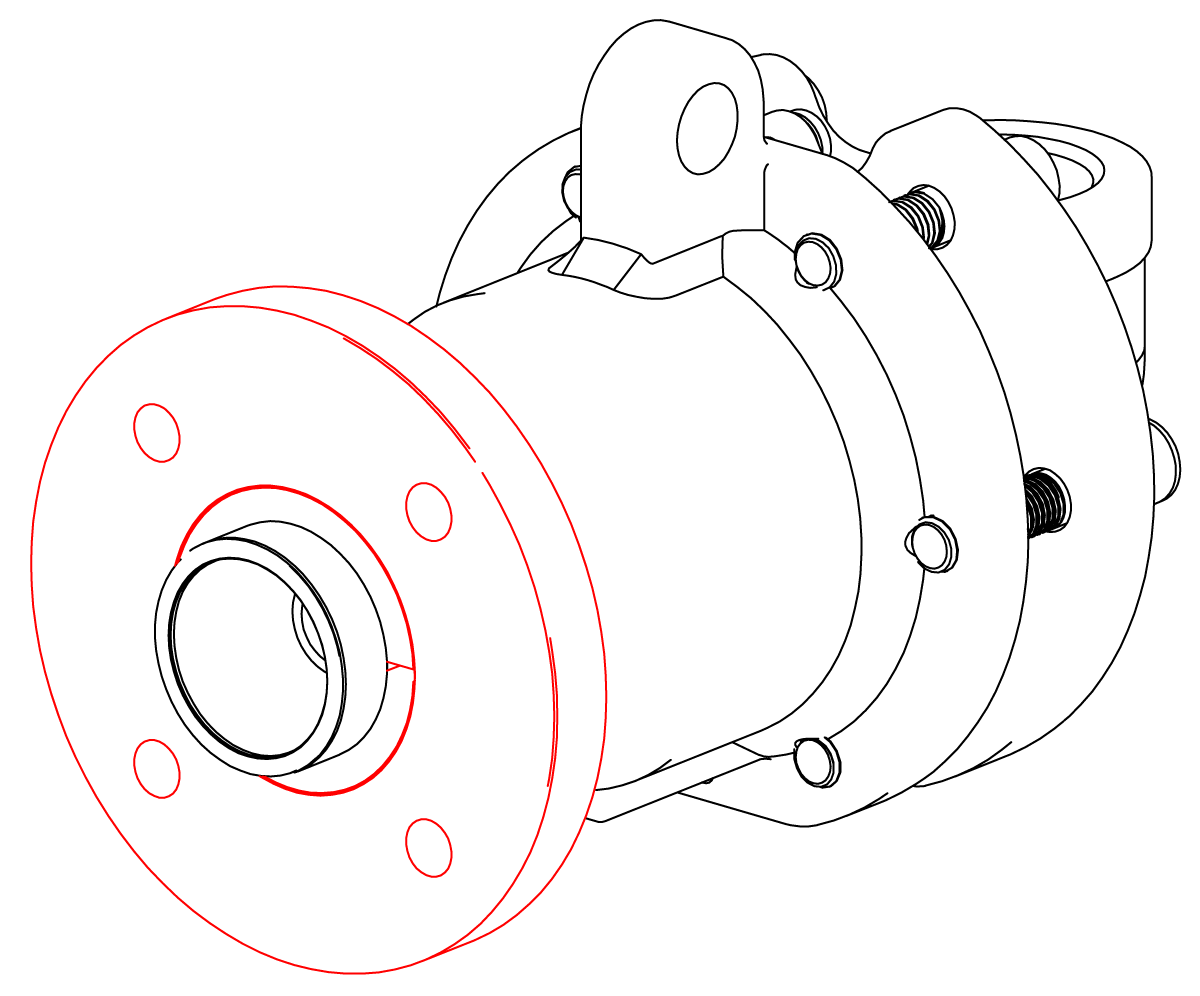
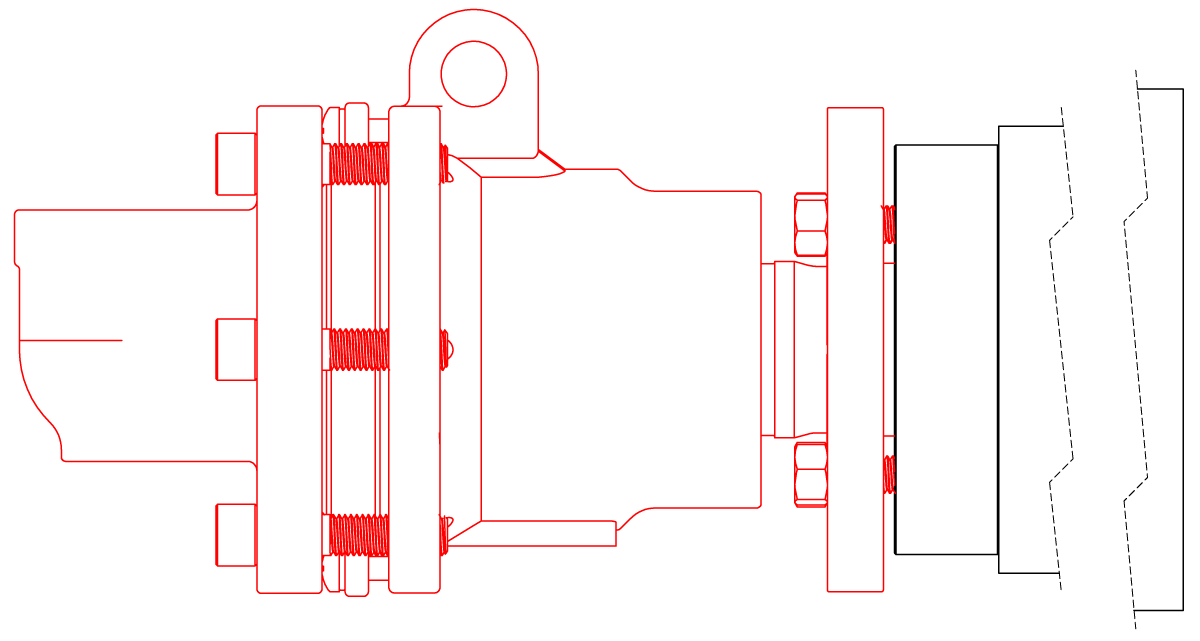
Place metal gasket (8Q) into the journal flange. Lift rotary joint up and slide the nipple into the journal flange. Secure to studs with nuts. An even gap 1/8" to 3/16" (3 to 5 mm) should remain in between the journal flange and nipple flange.

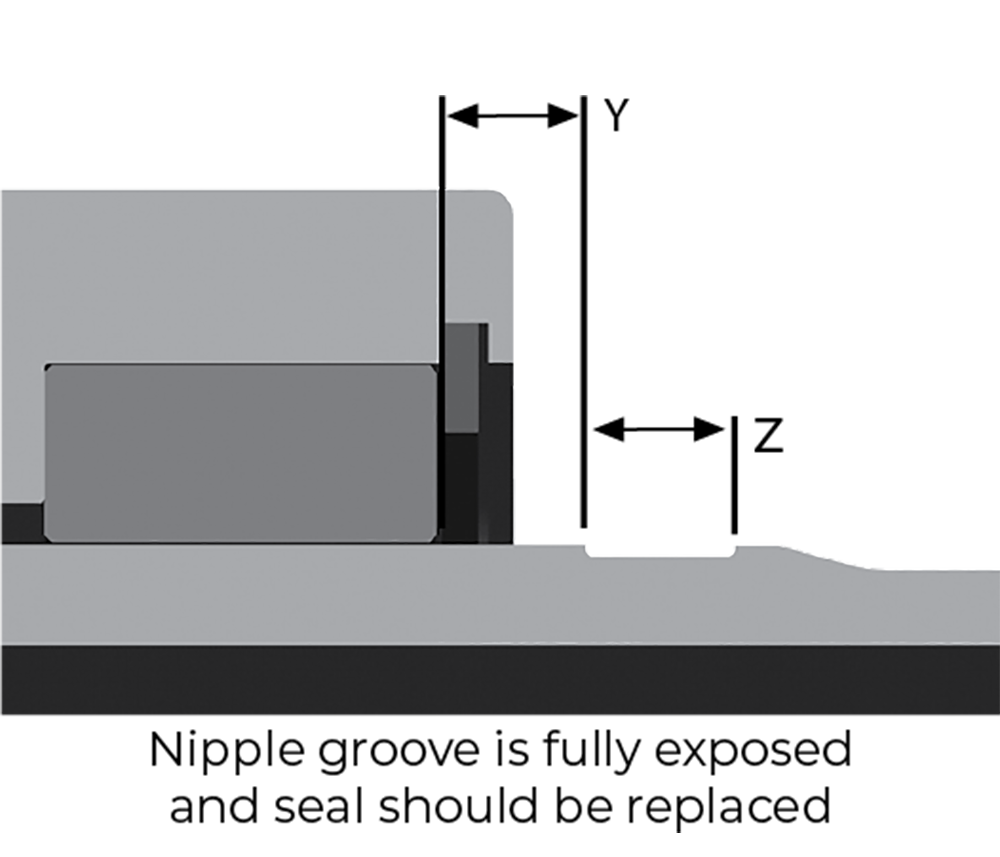
Measure the width (Z) of the groove in the nipple. Measure the distance between the dry guide and the edge of the groove (Y). When they are equal (Z = Y) the seal ring is worn and should be replaced. Ring wear may be also be measured using the “X” dimension. Refer to “Measuring Seal Ring Wear.”


IS-3000SX Rotary Joints-6


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}