
Read all of the instructions before proceeding.
Refer to Kadant Johnson assembly drawing for part identification and to drawing A37640 for torque specifications. For easy identification, parts used in individual steps are often accompanied with their position in the assembly drawing [e.g. gasket (8B)]. Tighten all fasteners in a star pattern. Certified drawings are available upon request. Dimensions are for reference only and subject to change.

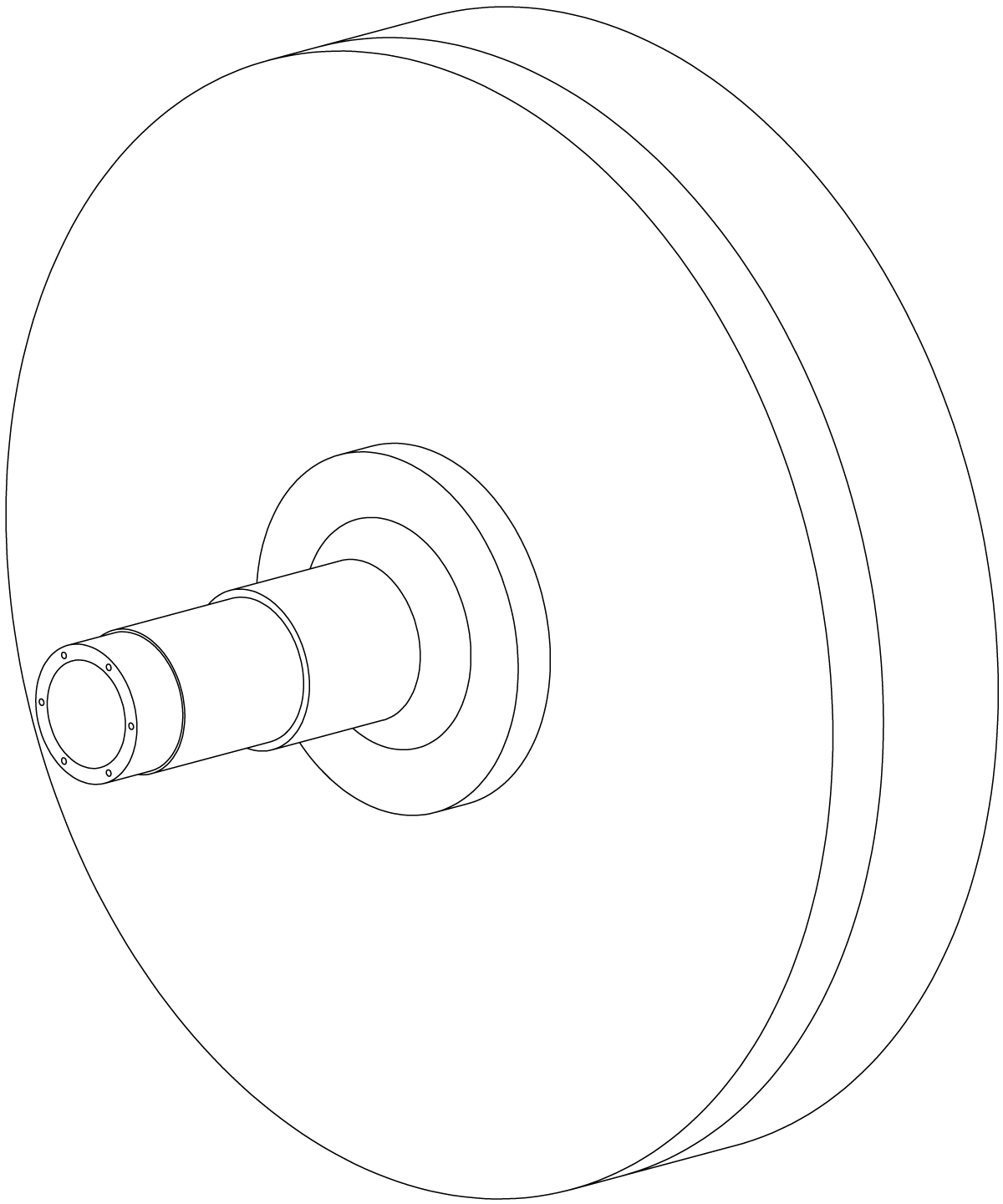
Remove existing equipment. Clean journal gasket surface. Chase and clean tapped holes. If necessary, remove bearing cover.

If installing a bearing cover, clean and apply sealer to bearing housing. Slide over housing and secure with cap screws (20C).
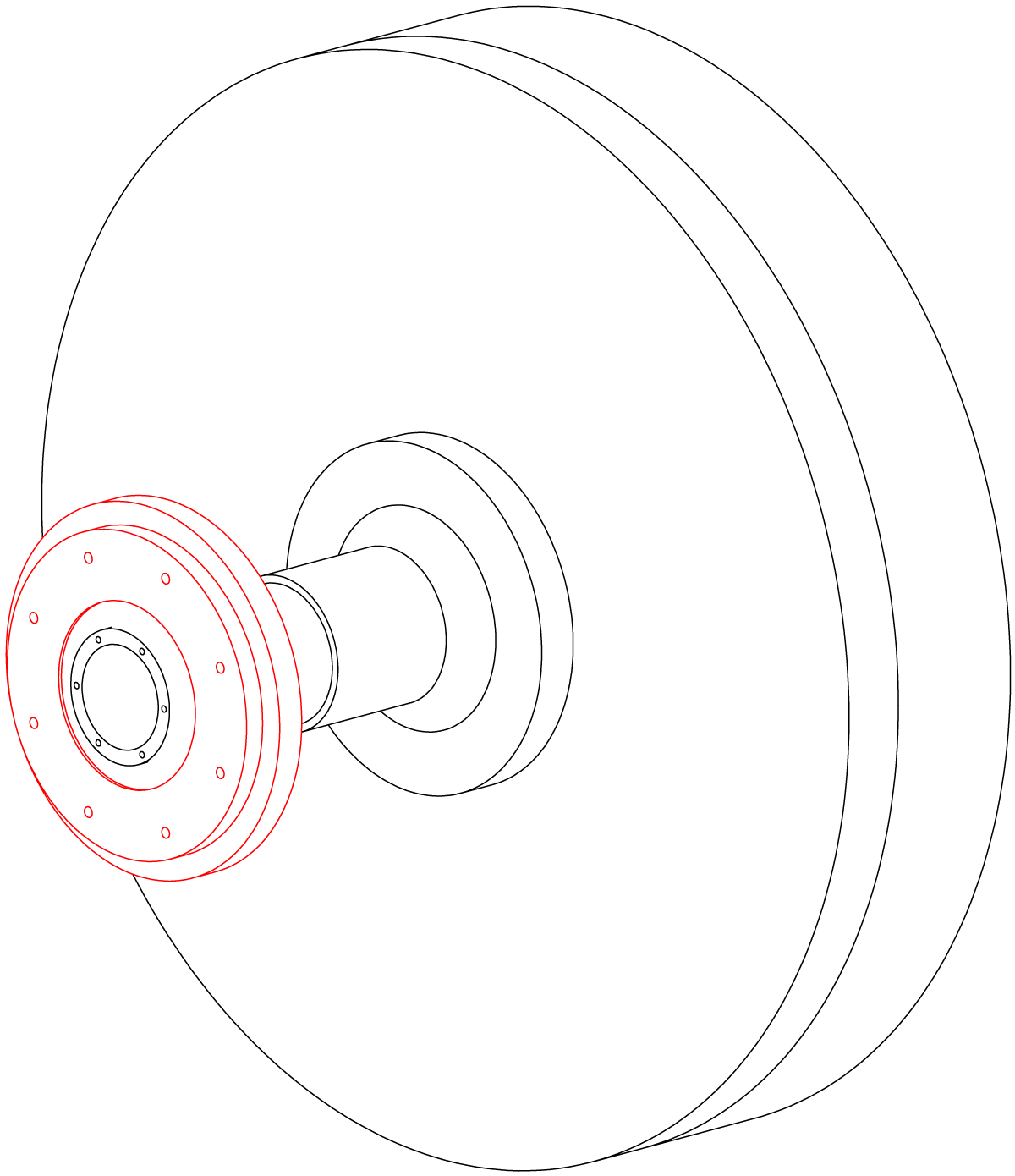
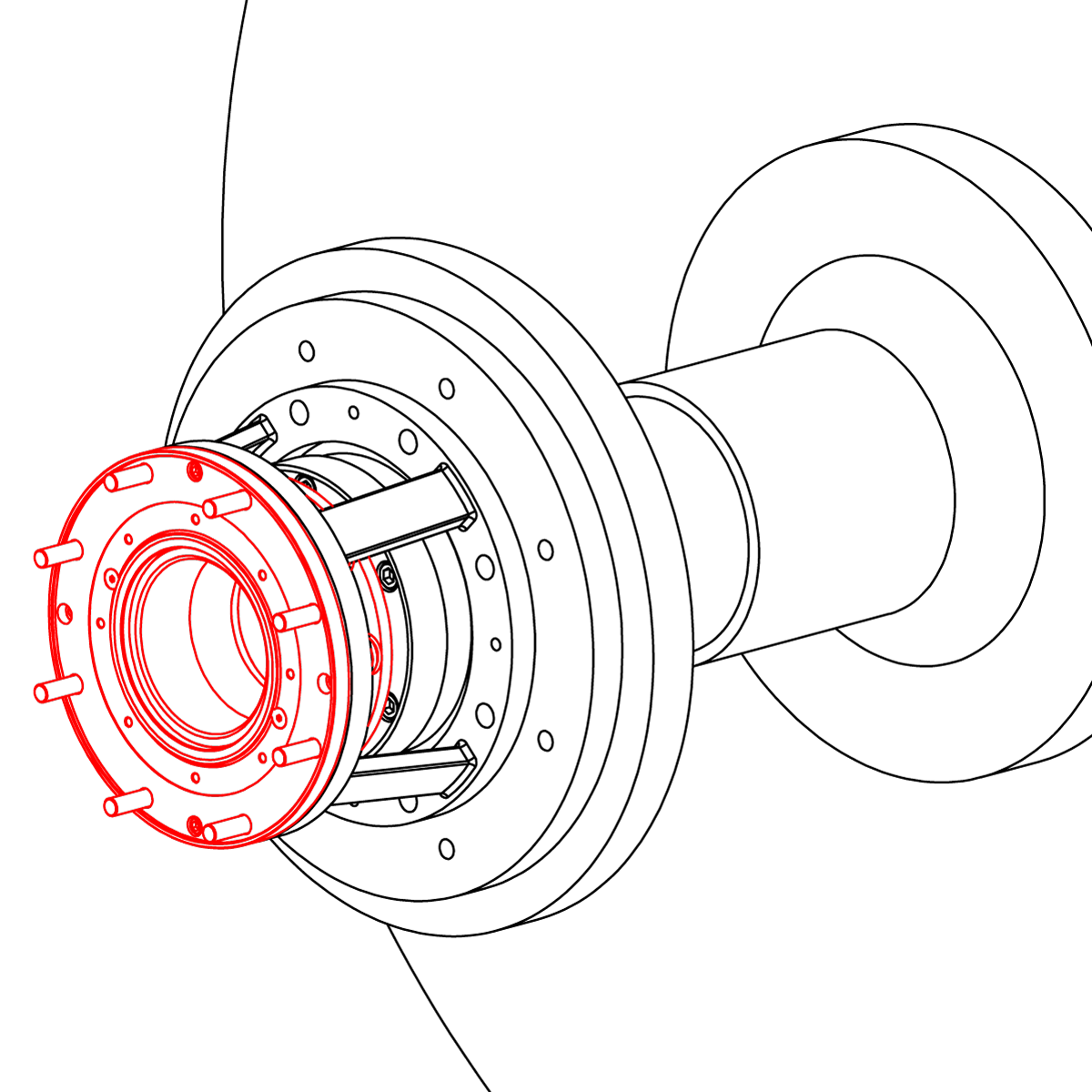
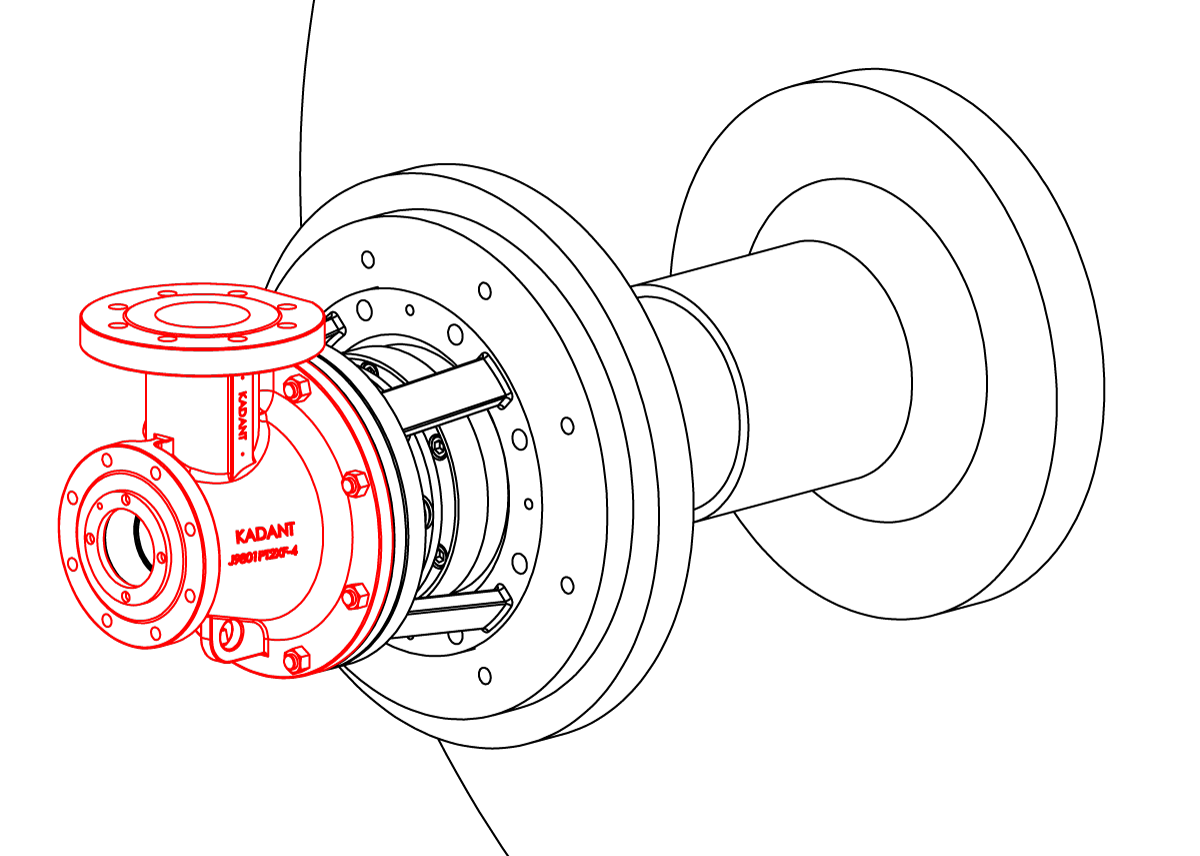
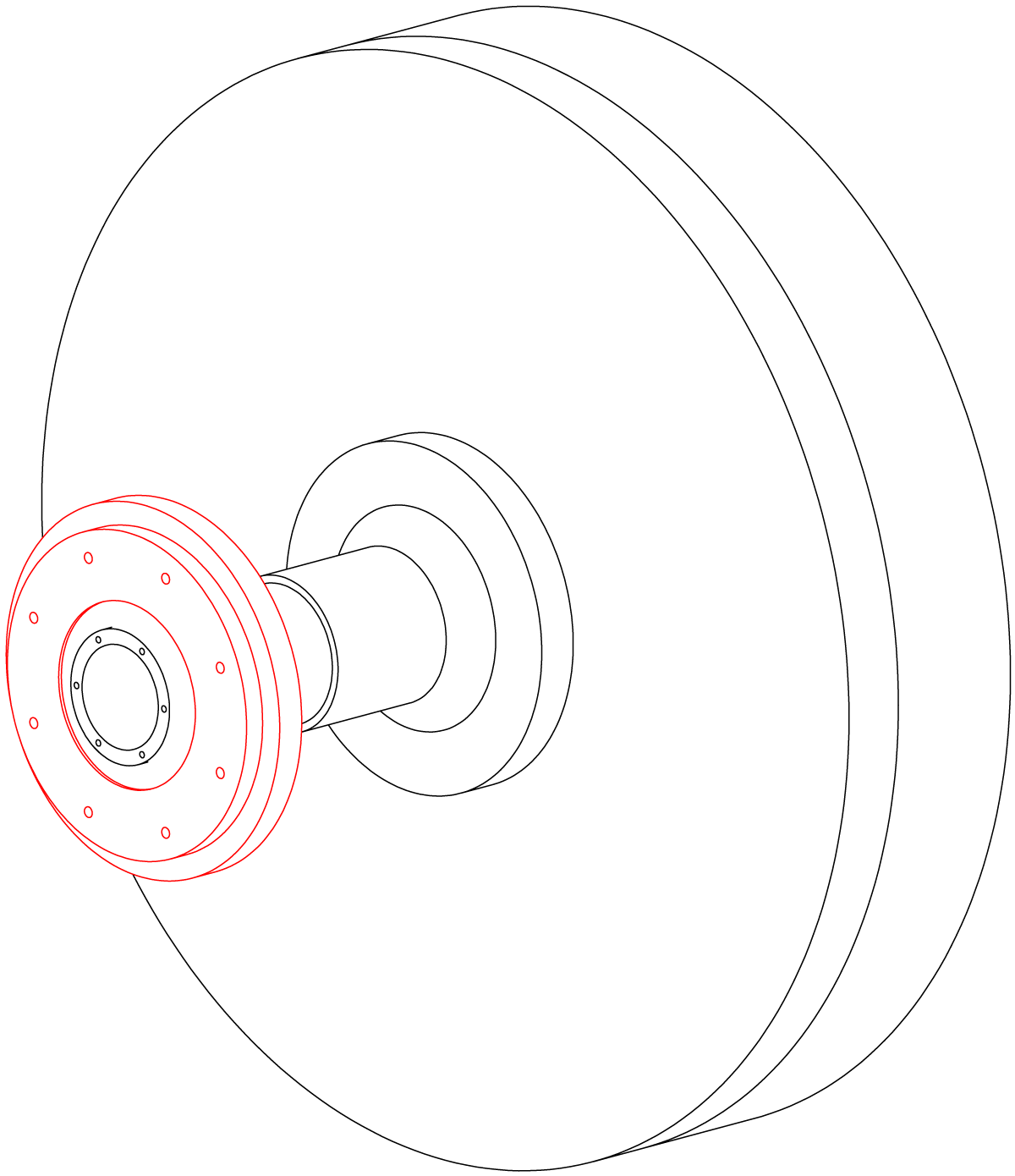
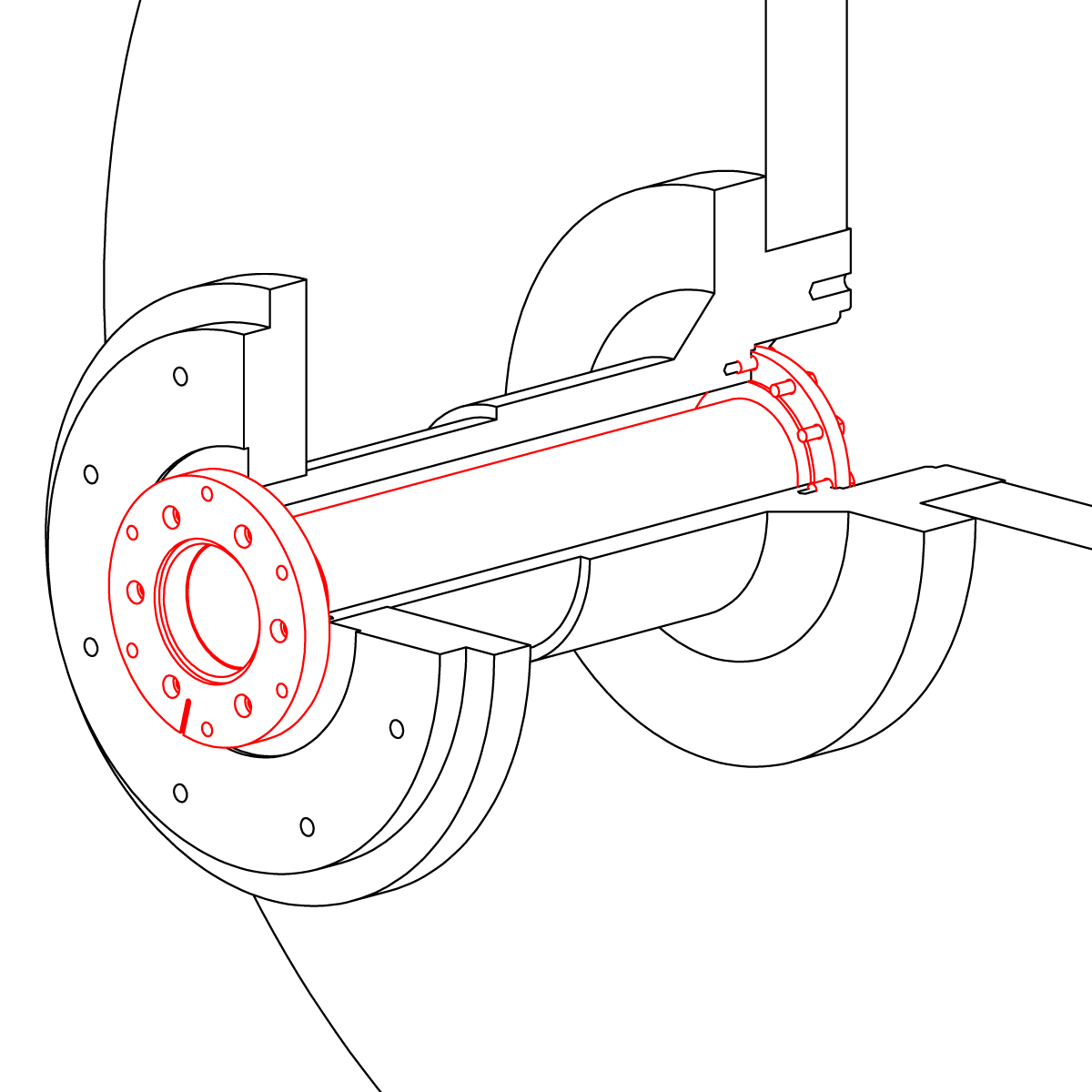
If installing insulating sleeve, refer to “Insulating Sleeve Installation Instructions.” Place journal flange, gasket (8B), and filler flange (if necessary) onto journal and secure using cap screws (5A).
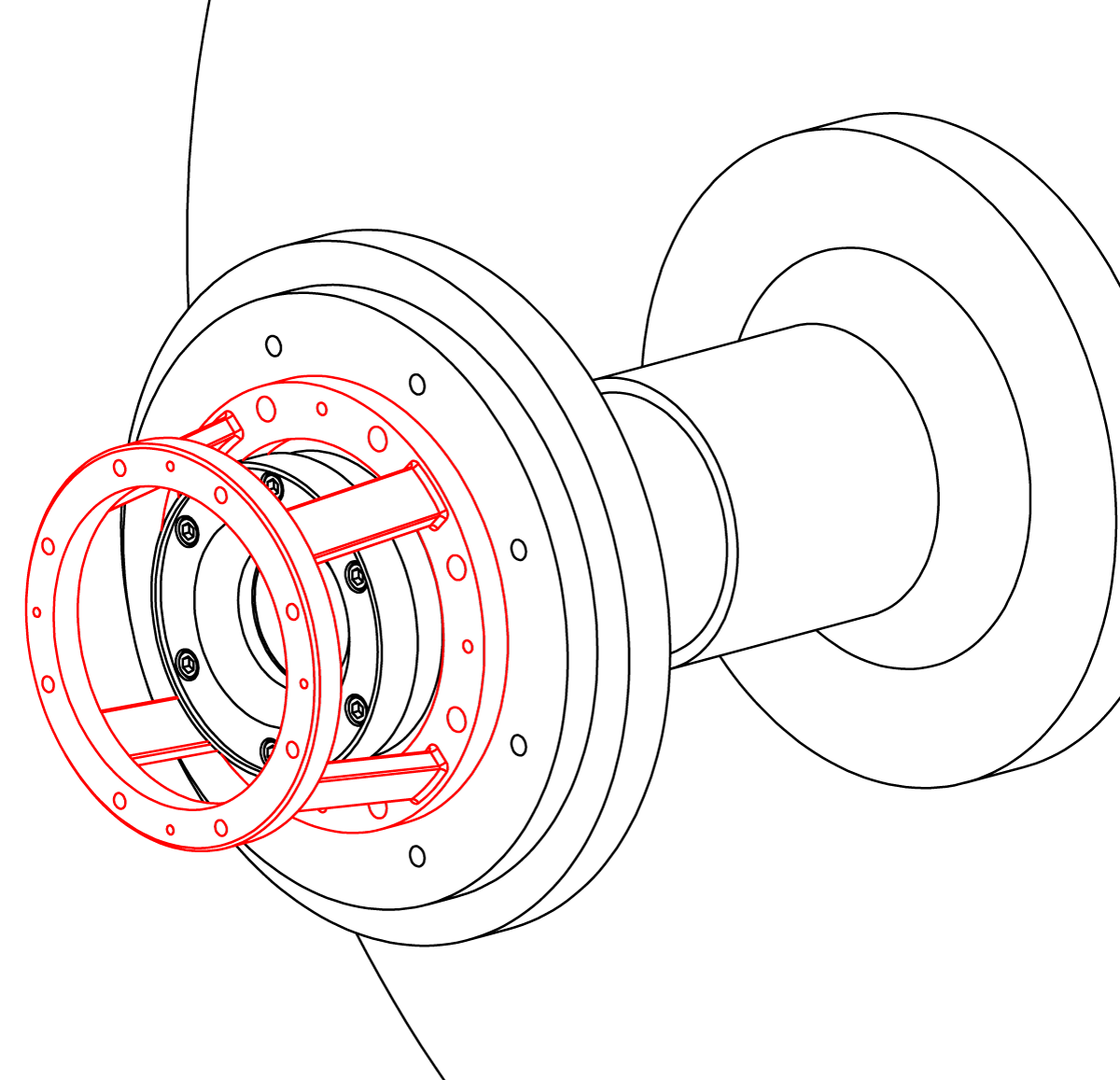
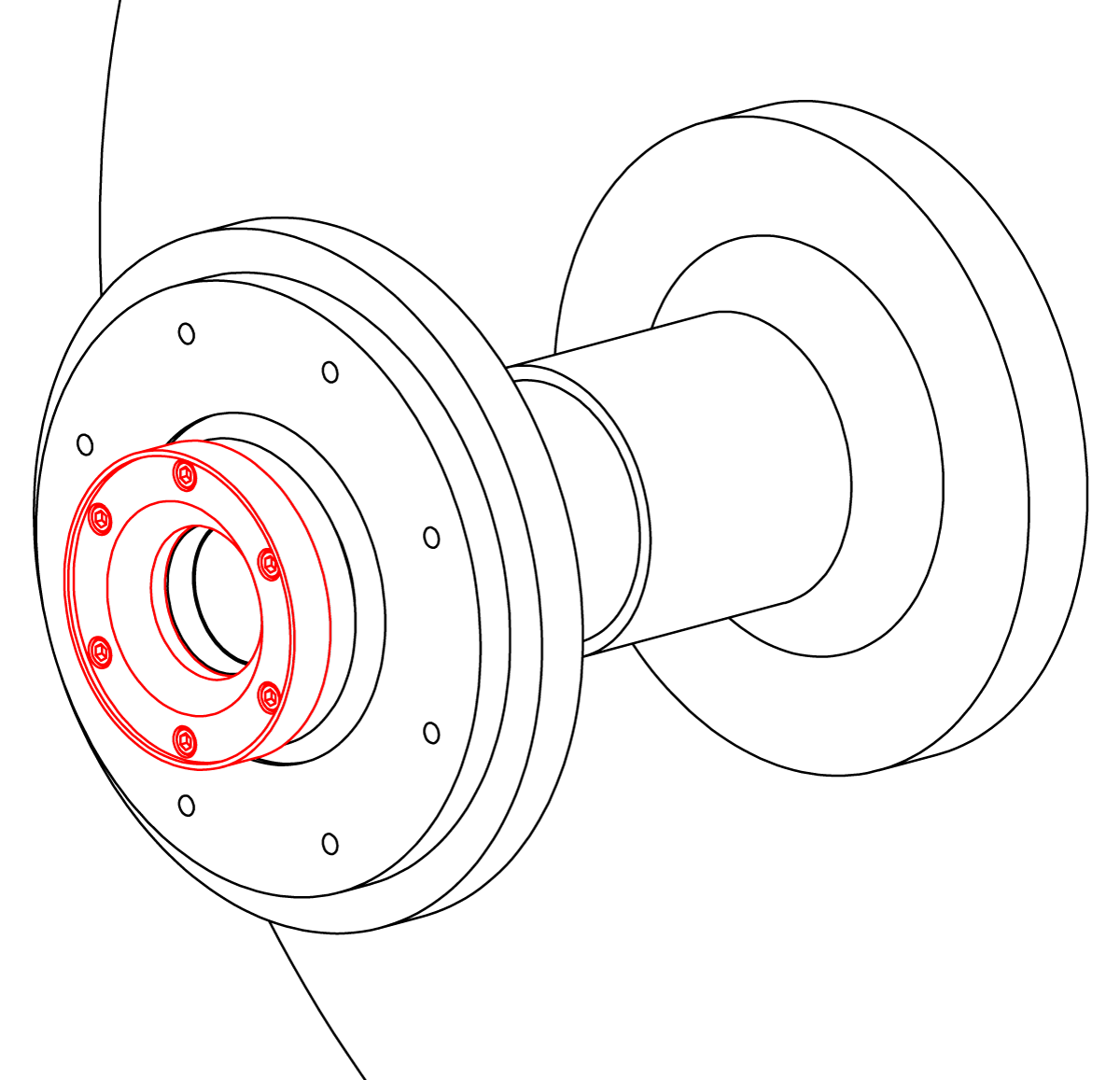
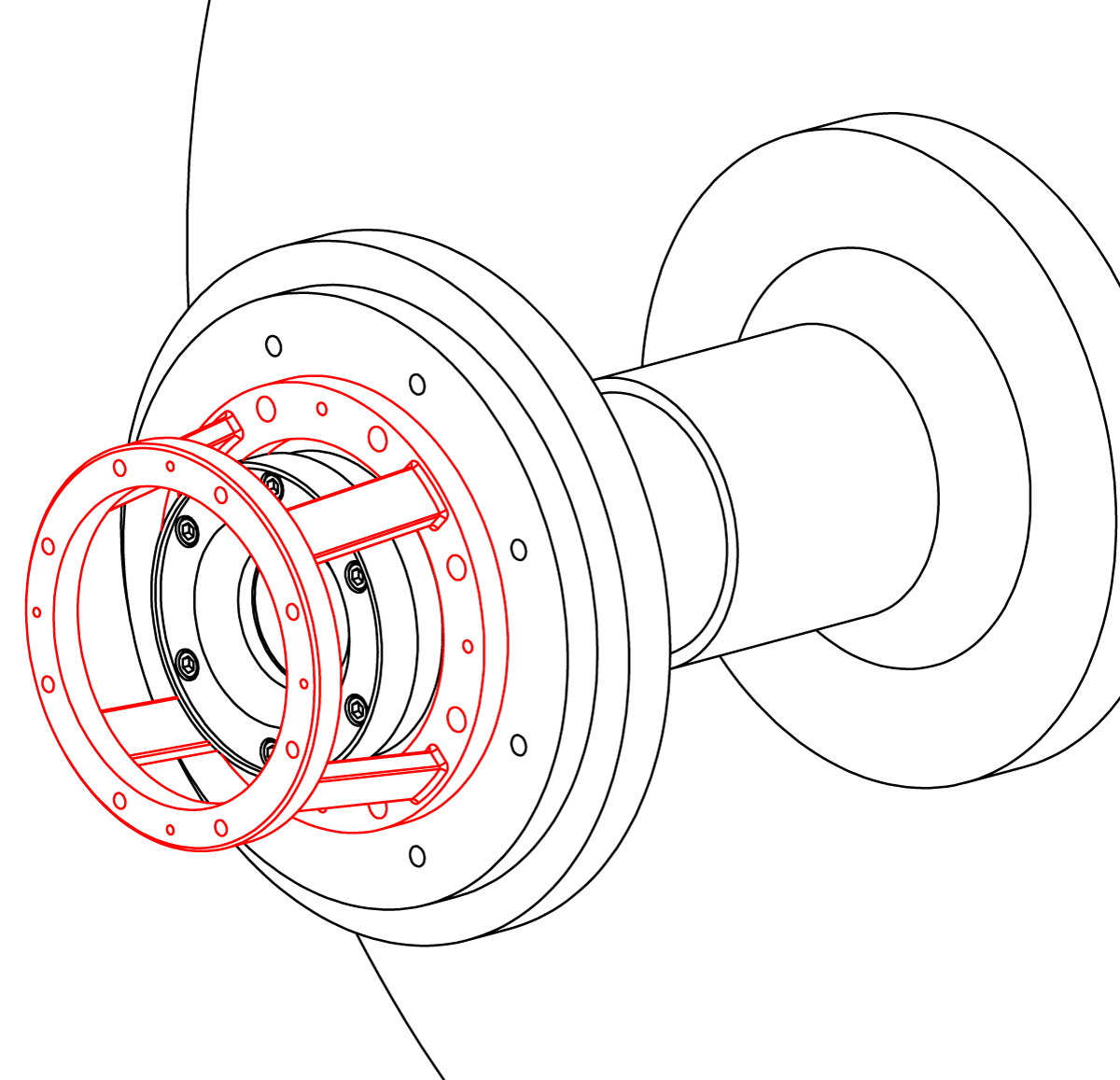
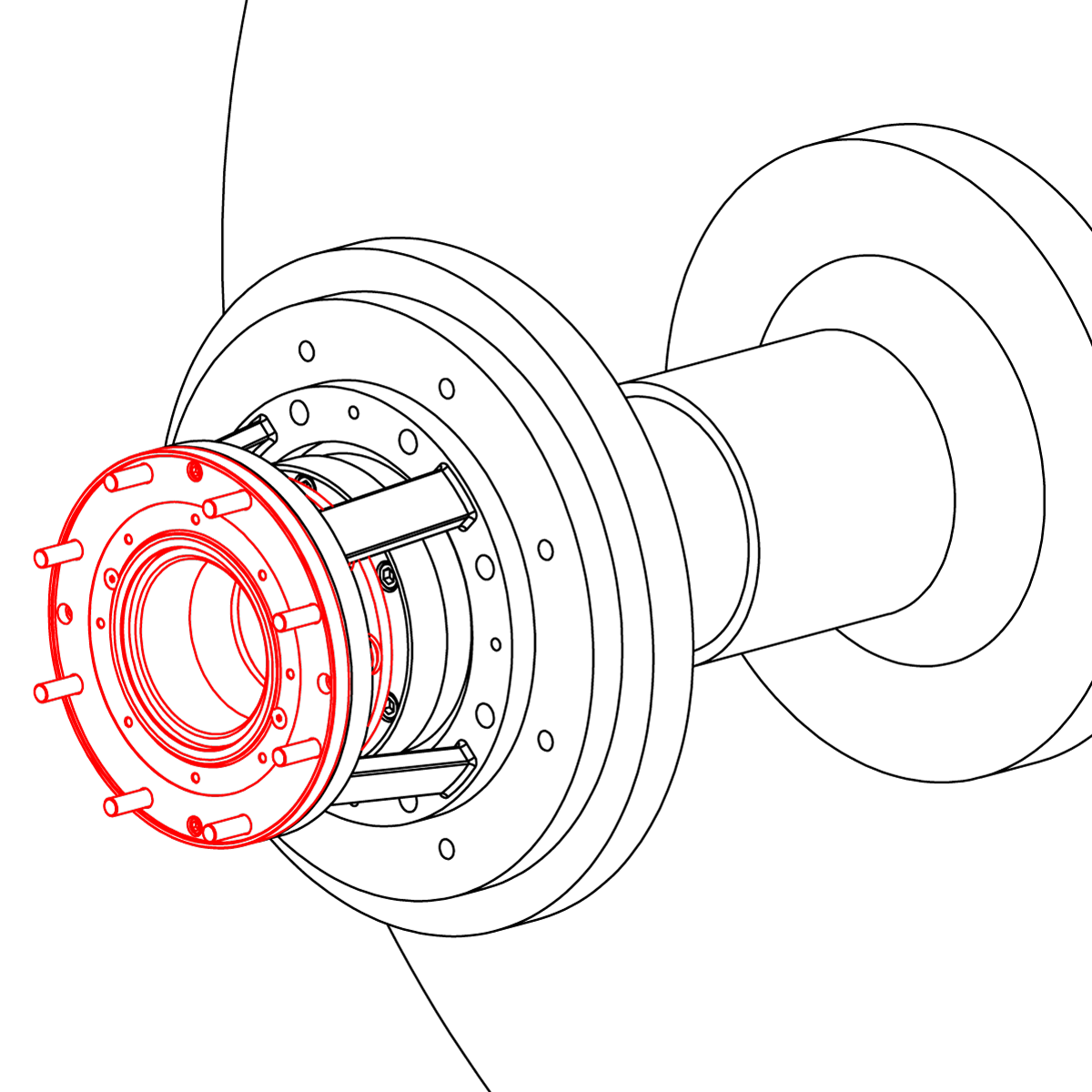
Place wear plate and gasket (8A) onto journal flange and secure with cap screws (16A). Install ring bracket with cap screws (20C).
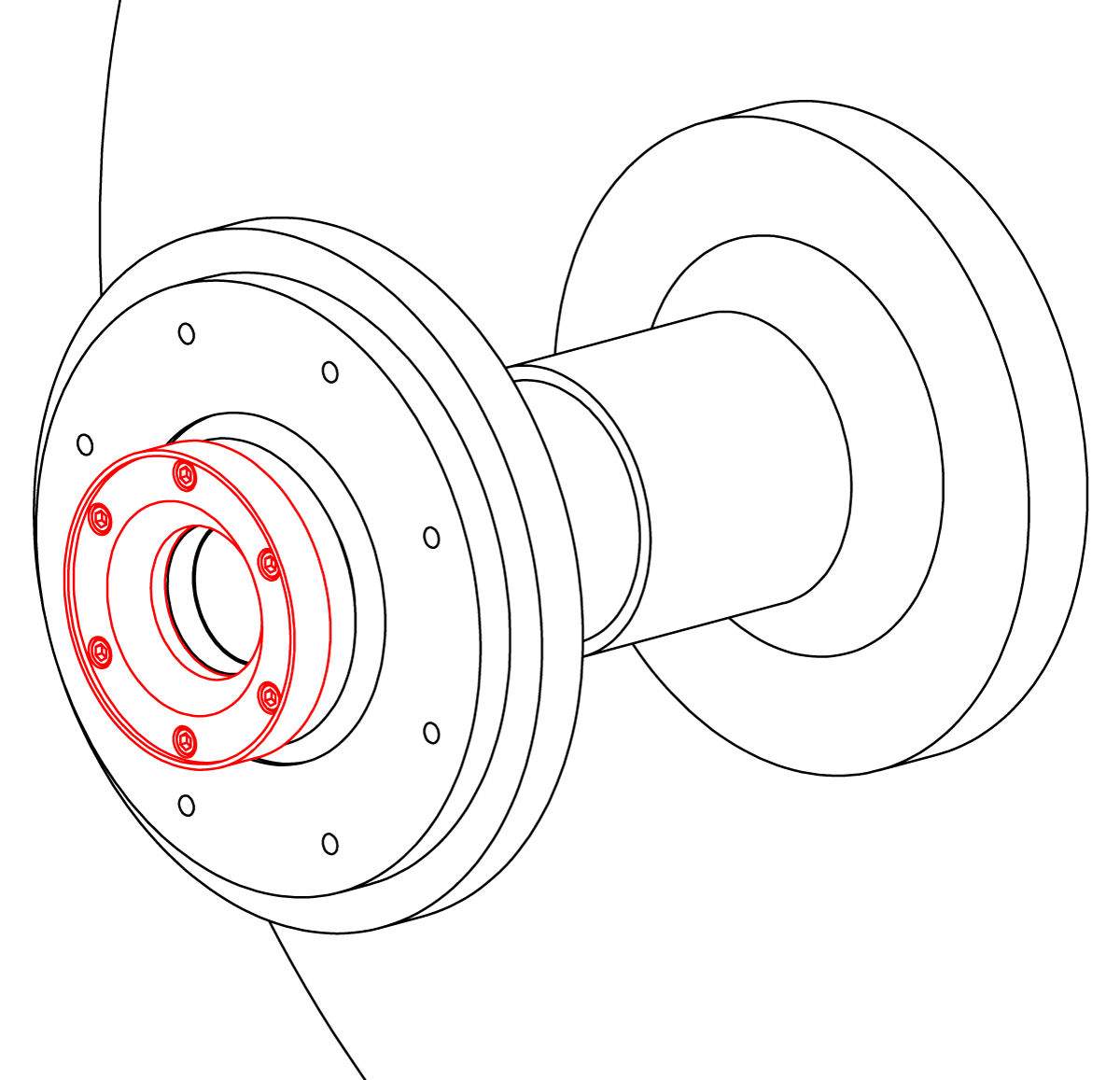
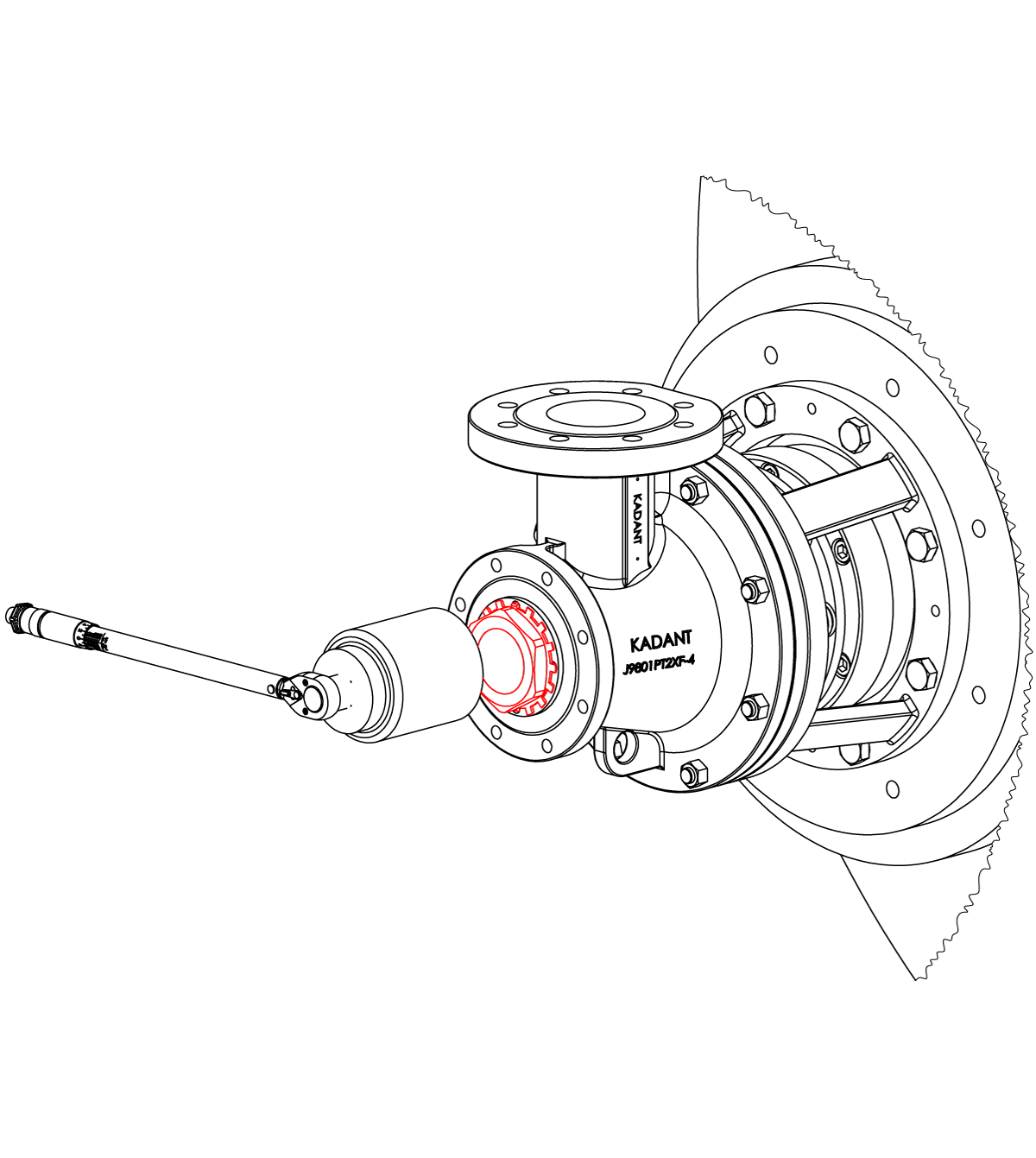
Clean the mating surfaces of the wear plate, seal ring (6), and nipple. Attach the seal ring and end cap assembly with four cap screws (3C).
Tip: From the inside of the seal ring, use your finger tips to balance the seal ring while installing the end cap assembly.
Important: After fastening the end cap assembly, check the "X" dimension. Refer to the Kadant Johnson drawing. If it is incorrect, please contact Kadant Johnson.
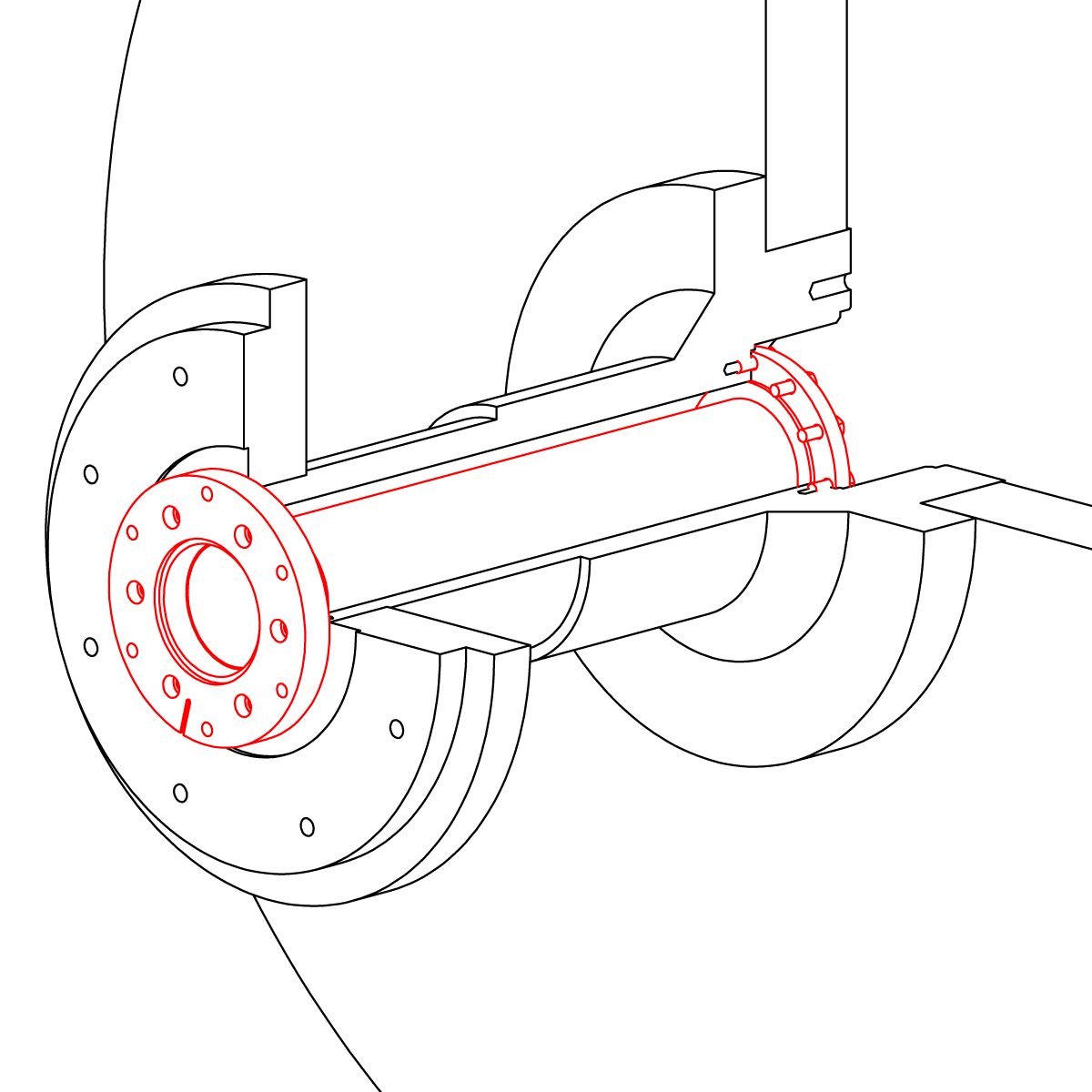
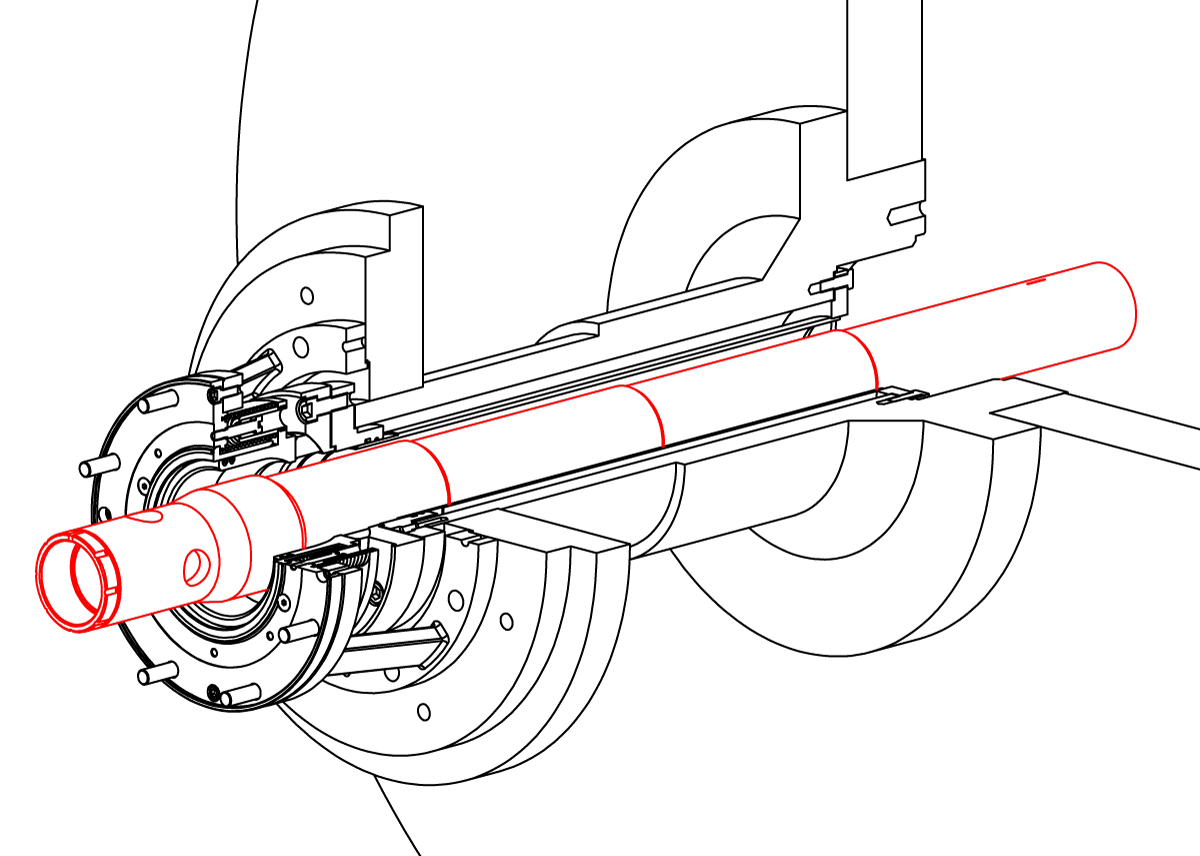
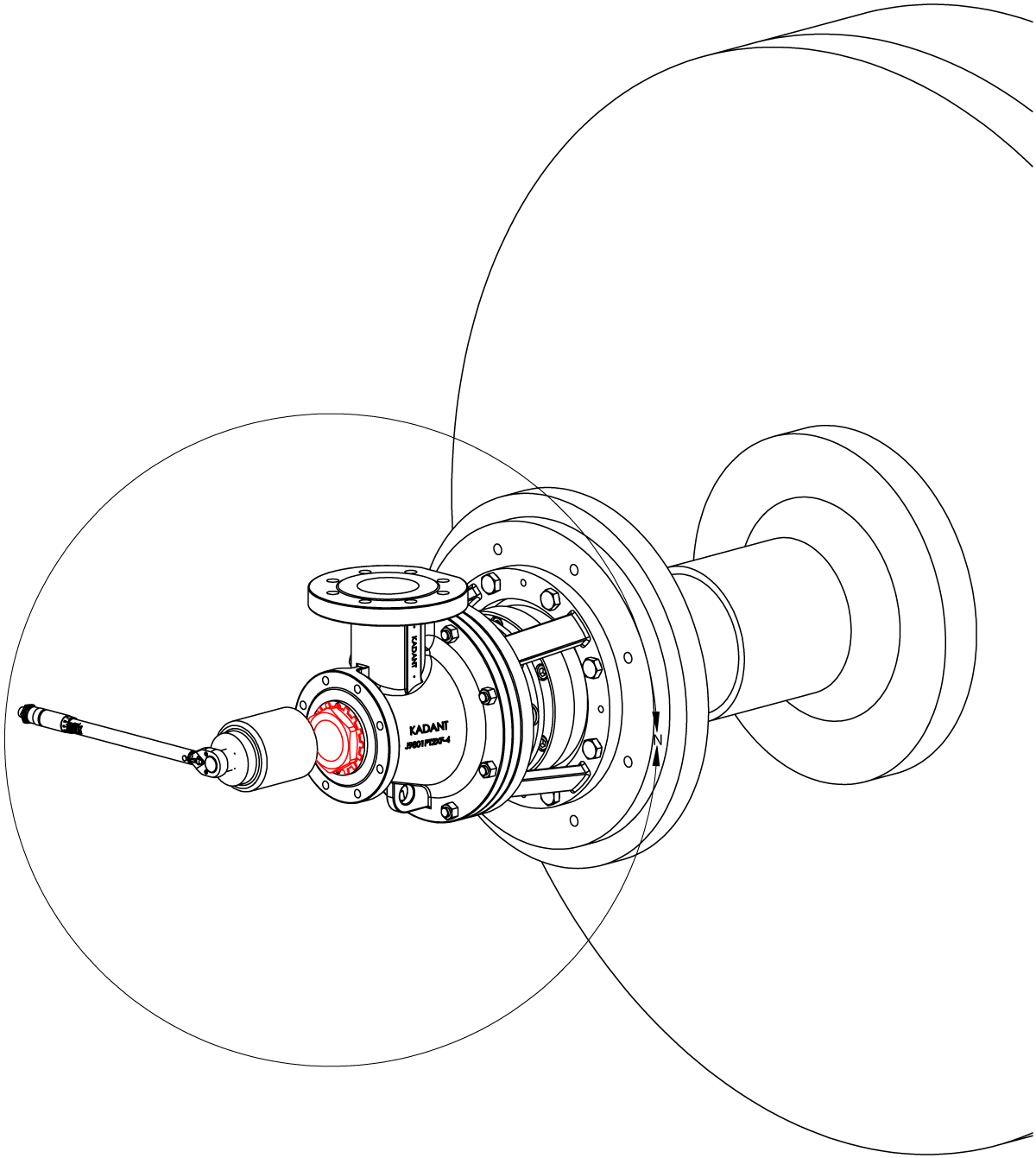
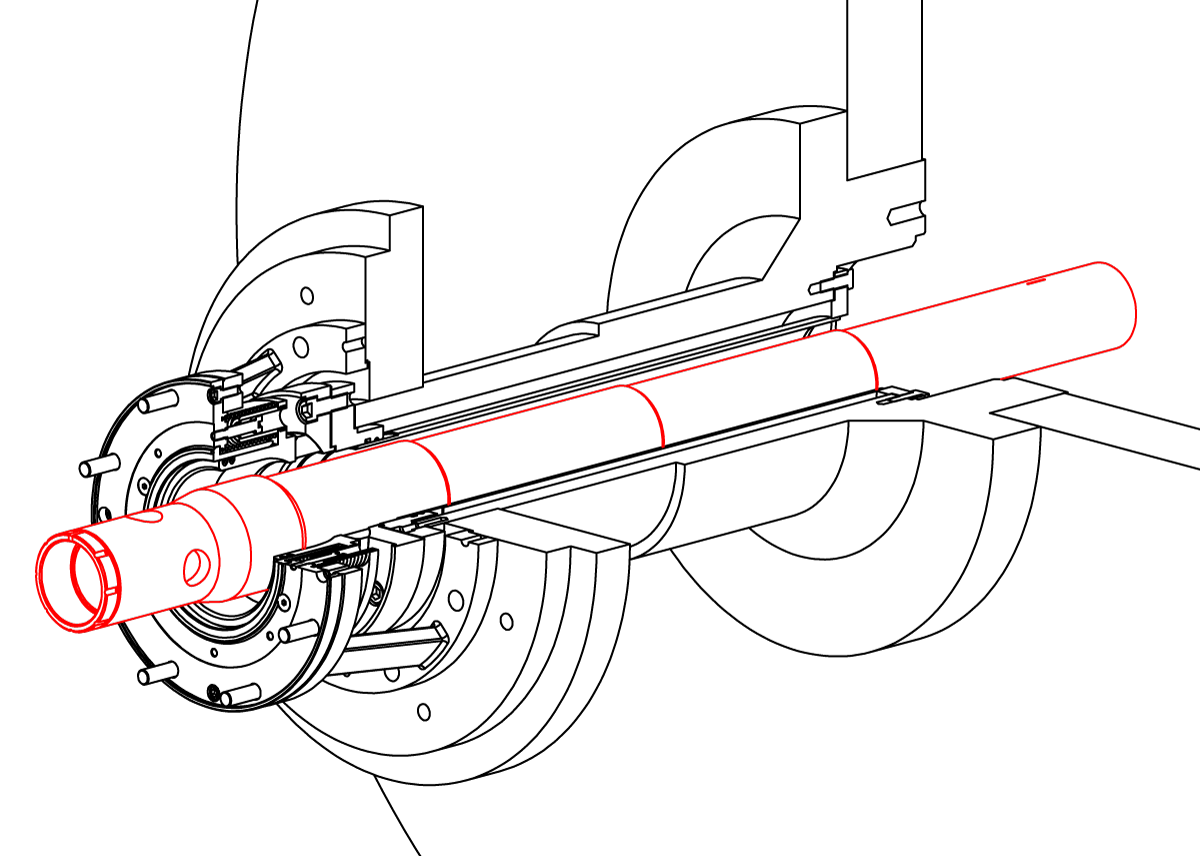
Insert support tube from outside dryer. This requires adequate clearance between the dryer hood and the journal.
Remove support tube nut and lubricate with anti-seize.
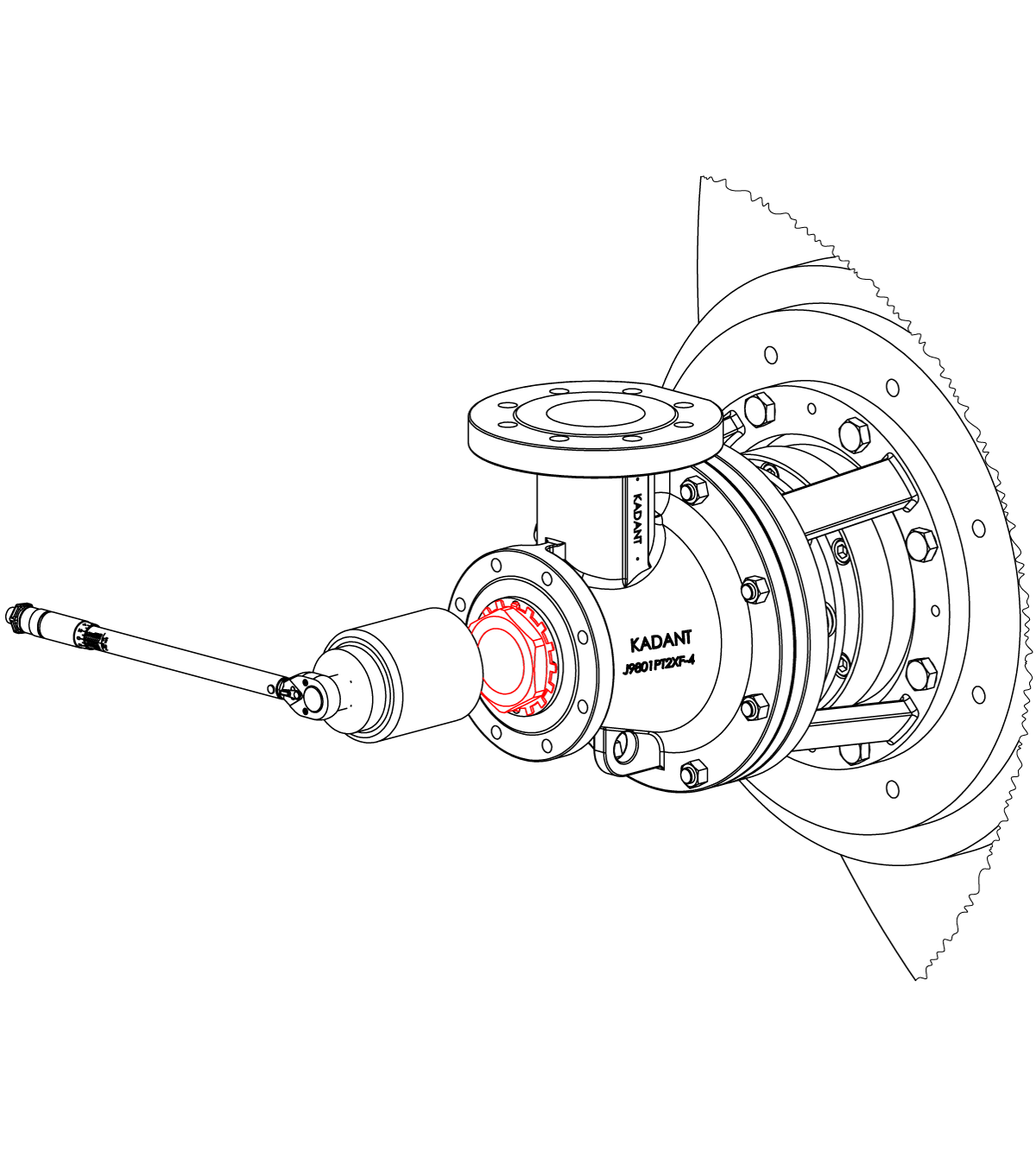
Insert plane end of support tube through rotary joint and journal bore. Leave tapered end protruding from end cap 7" (178 mm). Apply anti-seize to the tapered portion of the support tube. Lubricate and install the body and support tube O-rings using silicone lubricant.
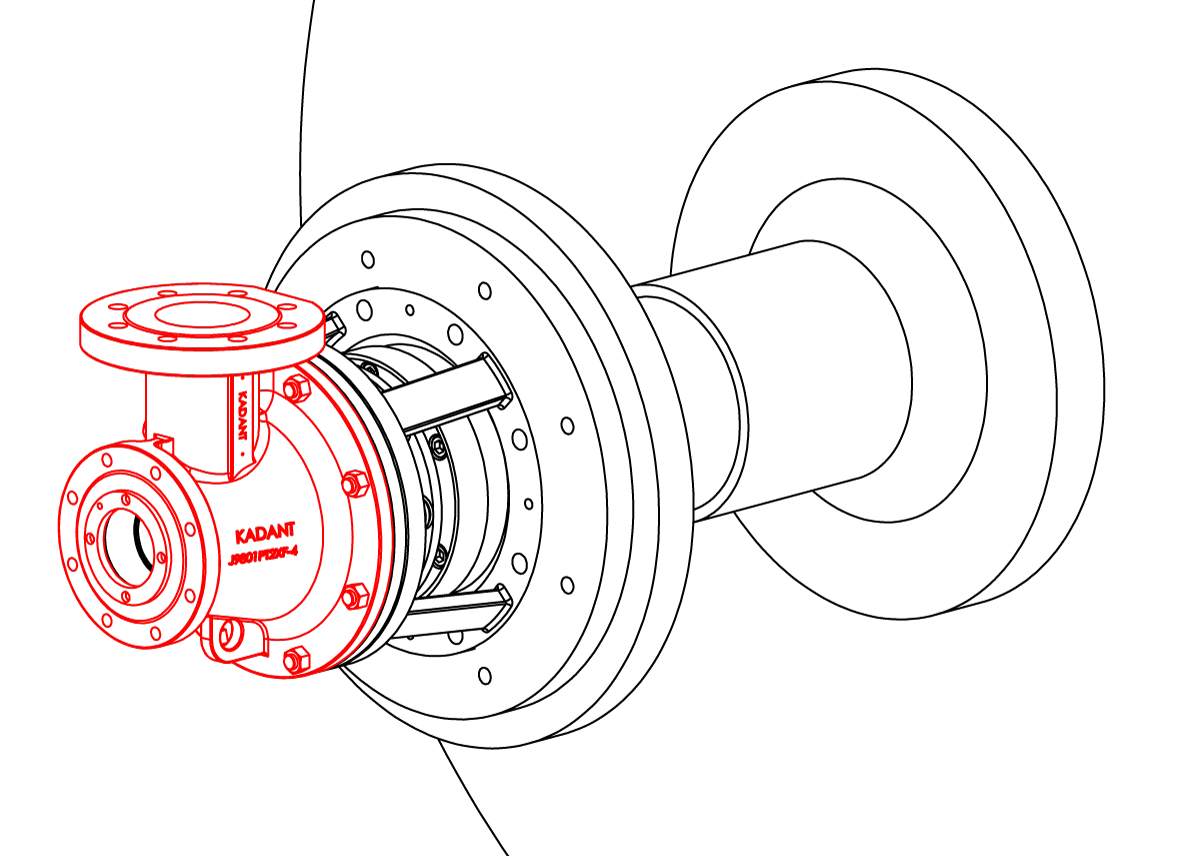
Position the body over the support tube and align the pins with the support tube indexing slots. Position both over studs on the ring bracket and secure with hex nuts (20B).
IMPORTANT: The support tube must be installed with the indexing slot at the 12 o’clock position.
Insert two bent lock washer tabs into the body and install support tube nut, torquing to 400 ft-lbs (542 Nm). Bend two lock washer tabs over the bolt flats to prevent bolt loosening.
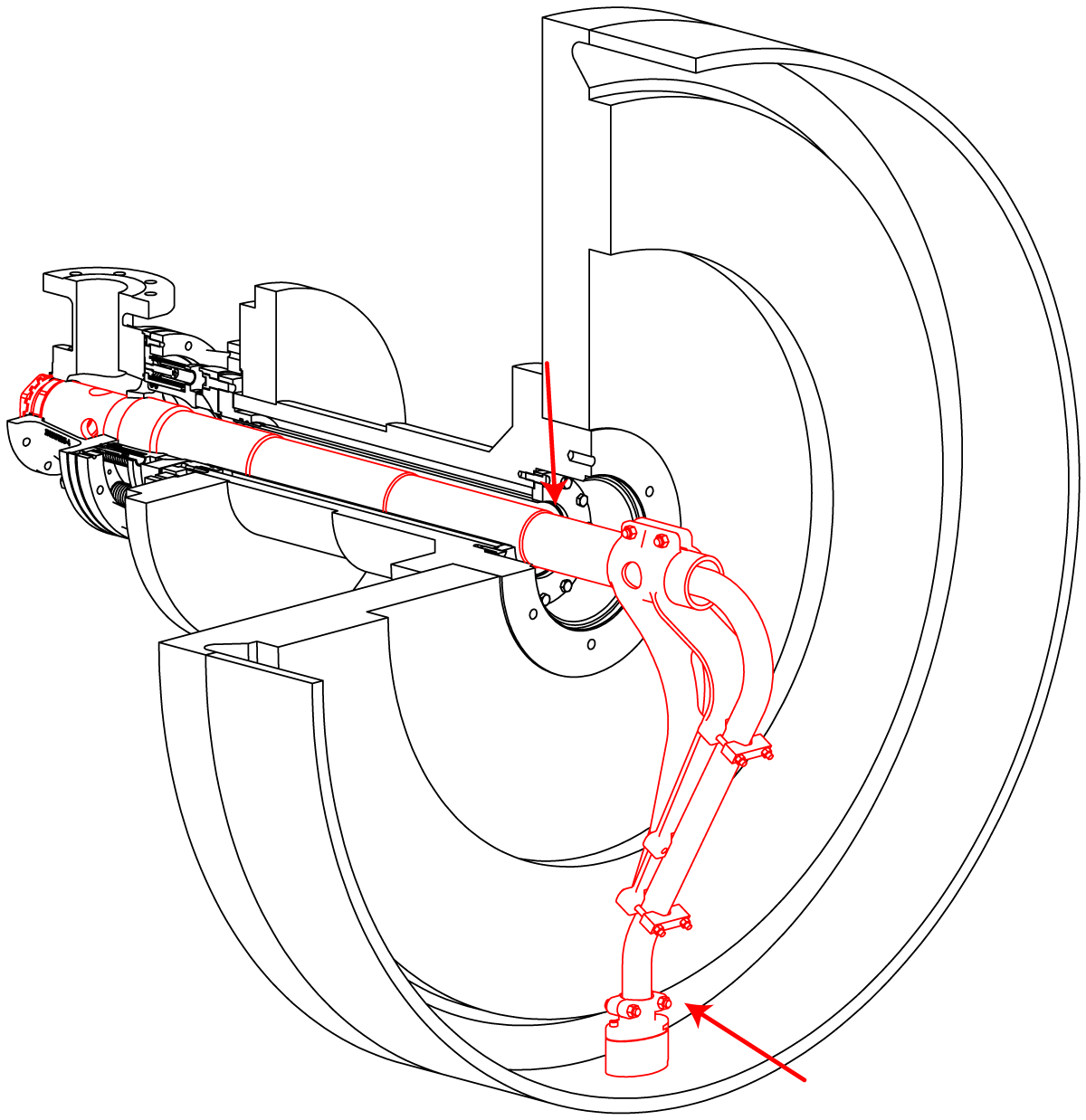
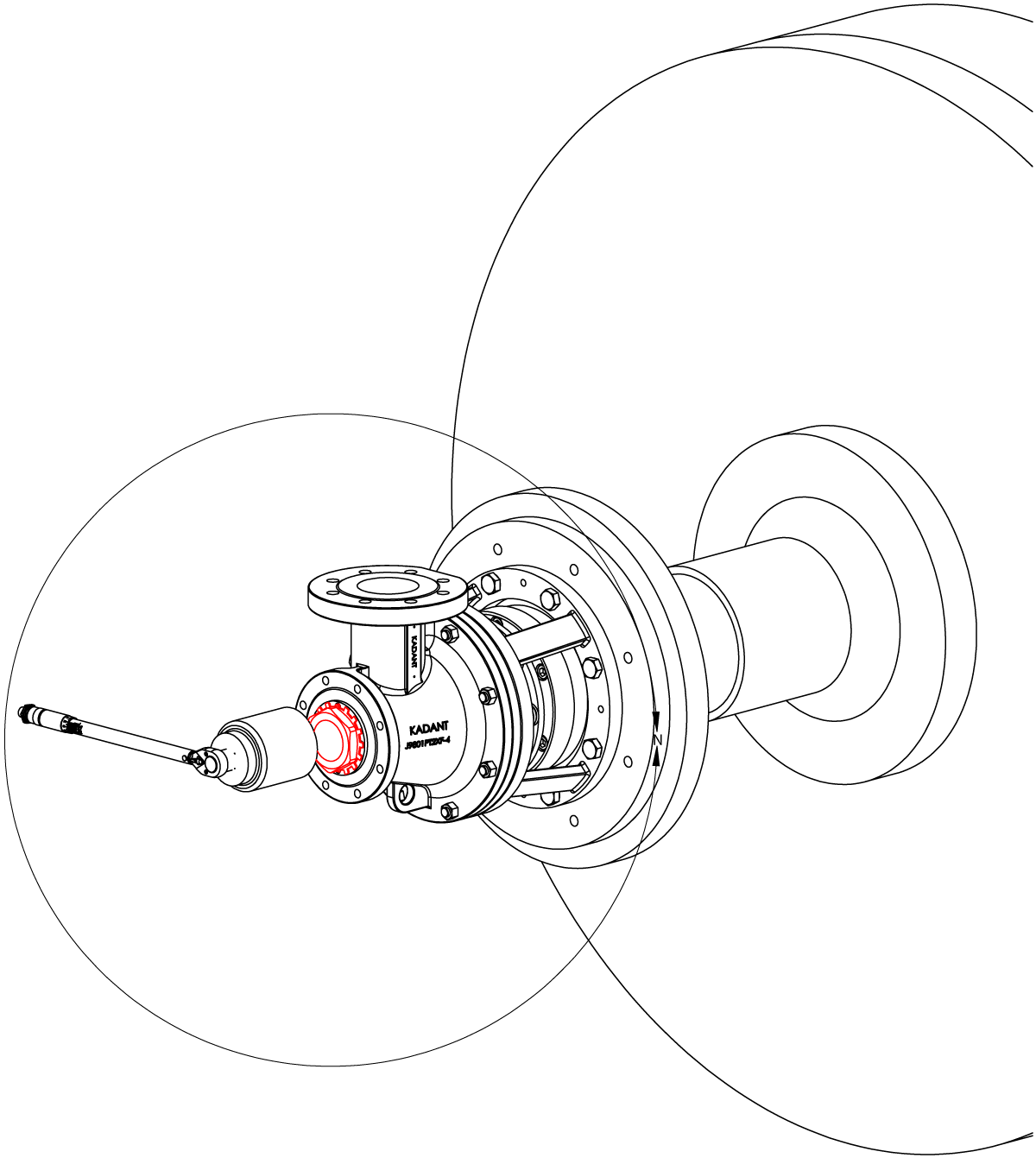
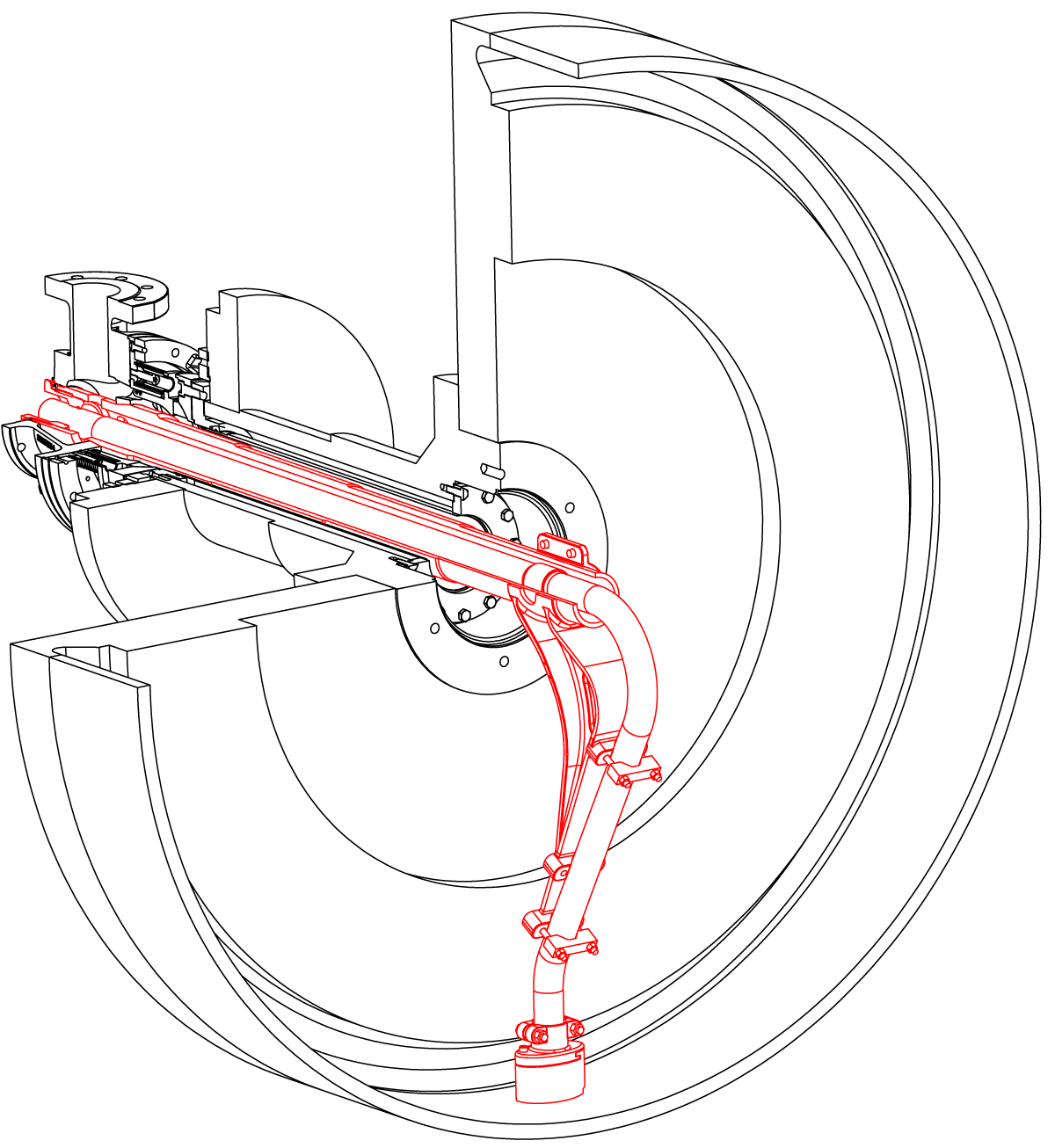
From inside the dyer, apply thread sealer to the horizontal pipe, then screw it into the vertical pipe. Slide pick-up fitting, onto the vertical syphon pipe. Slide the pick-up fitting, support bracket and vertical pipe into the support tube until the horizontal pipe slides through the O-ring and the support bracket fits over the end of the support tube. Secure the vertical syphon pipe to the support bracket using clamps and hex nuts provided.
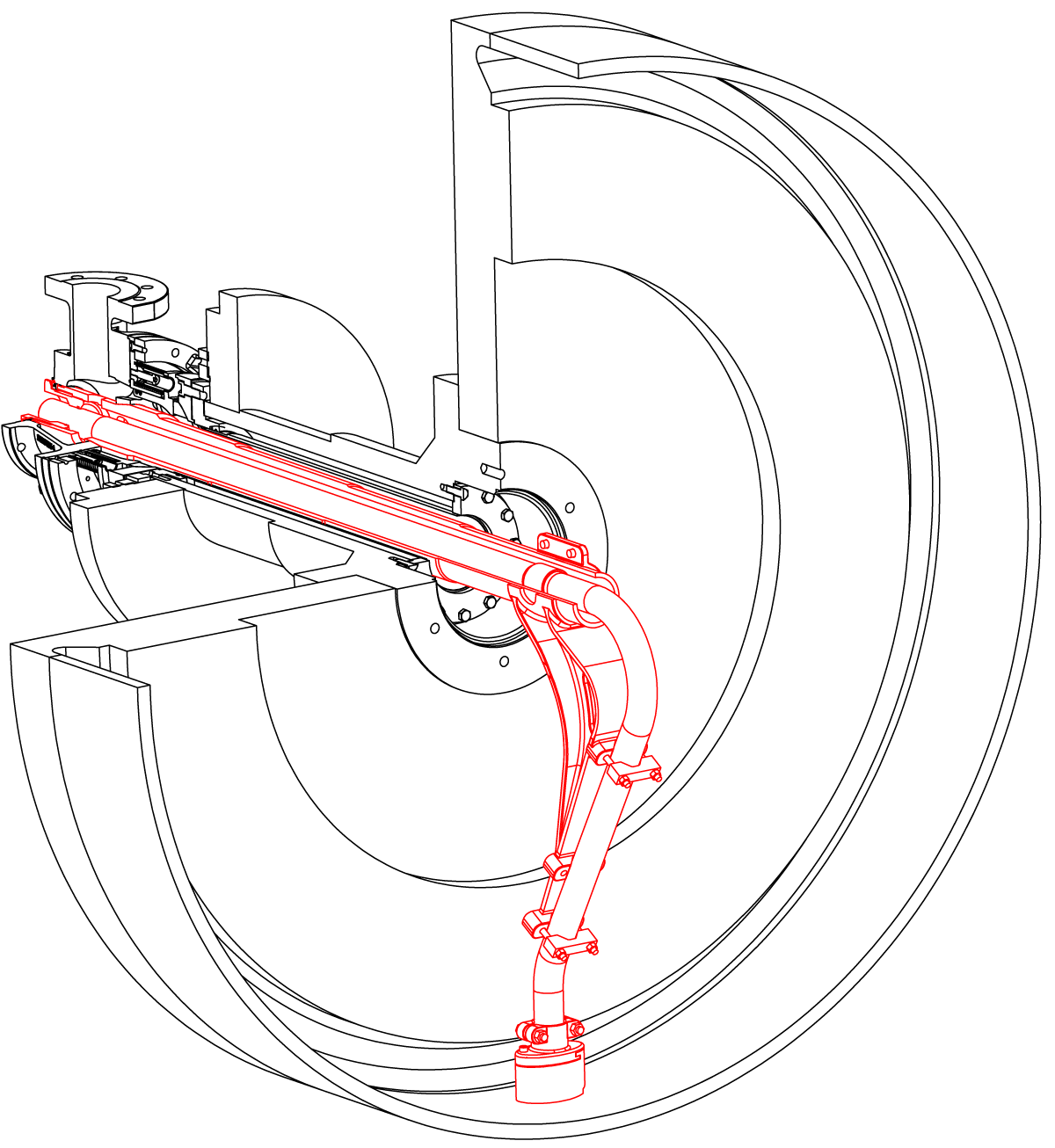
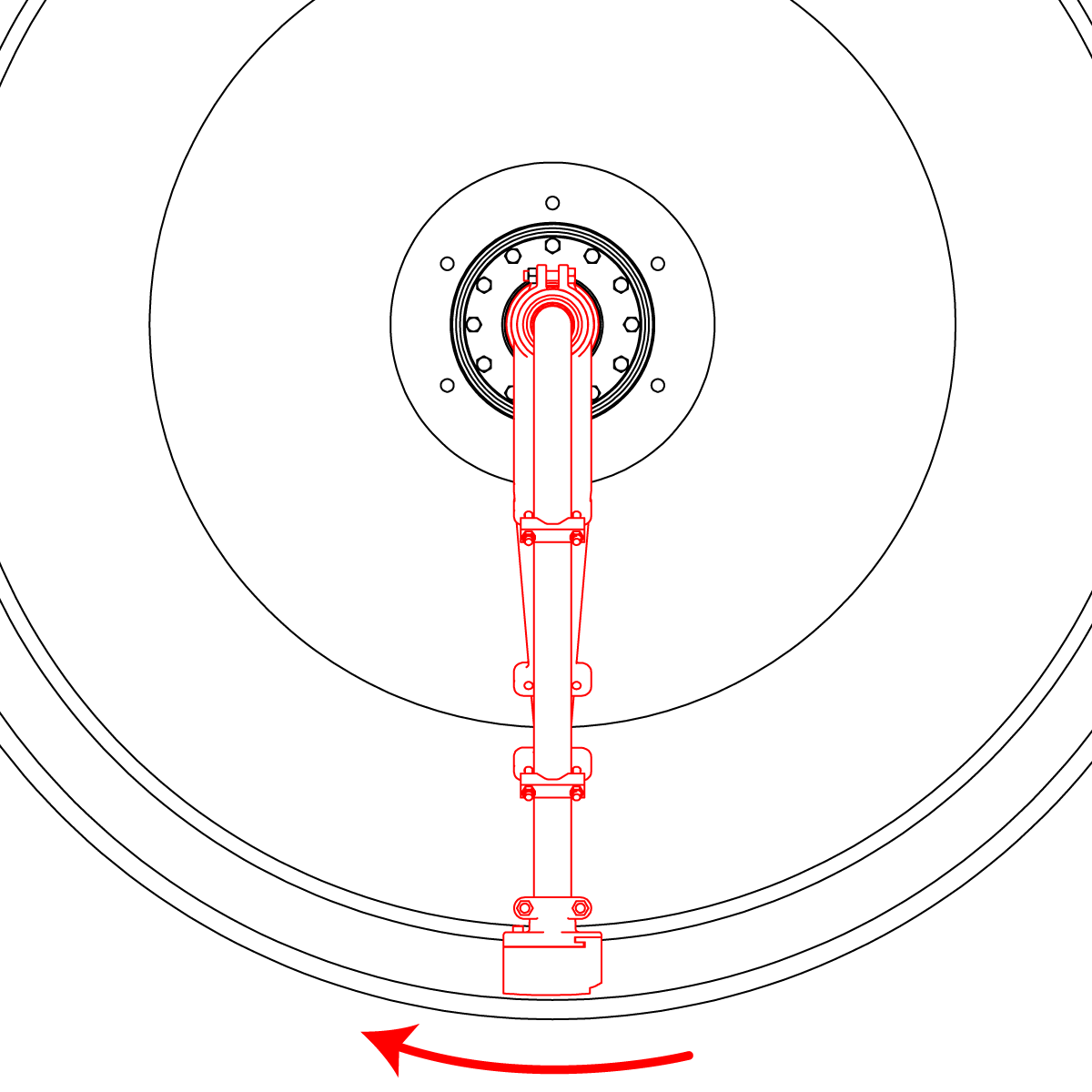
Final Syphon Adustment.
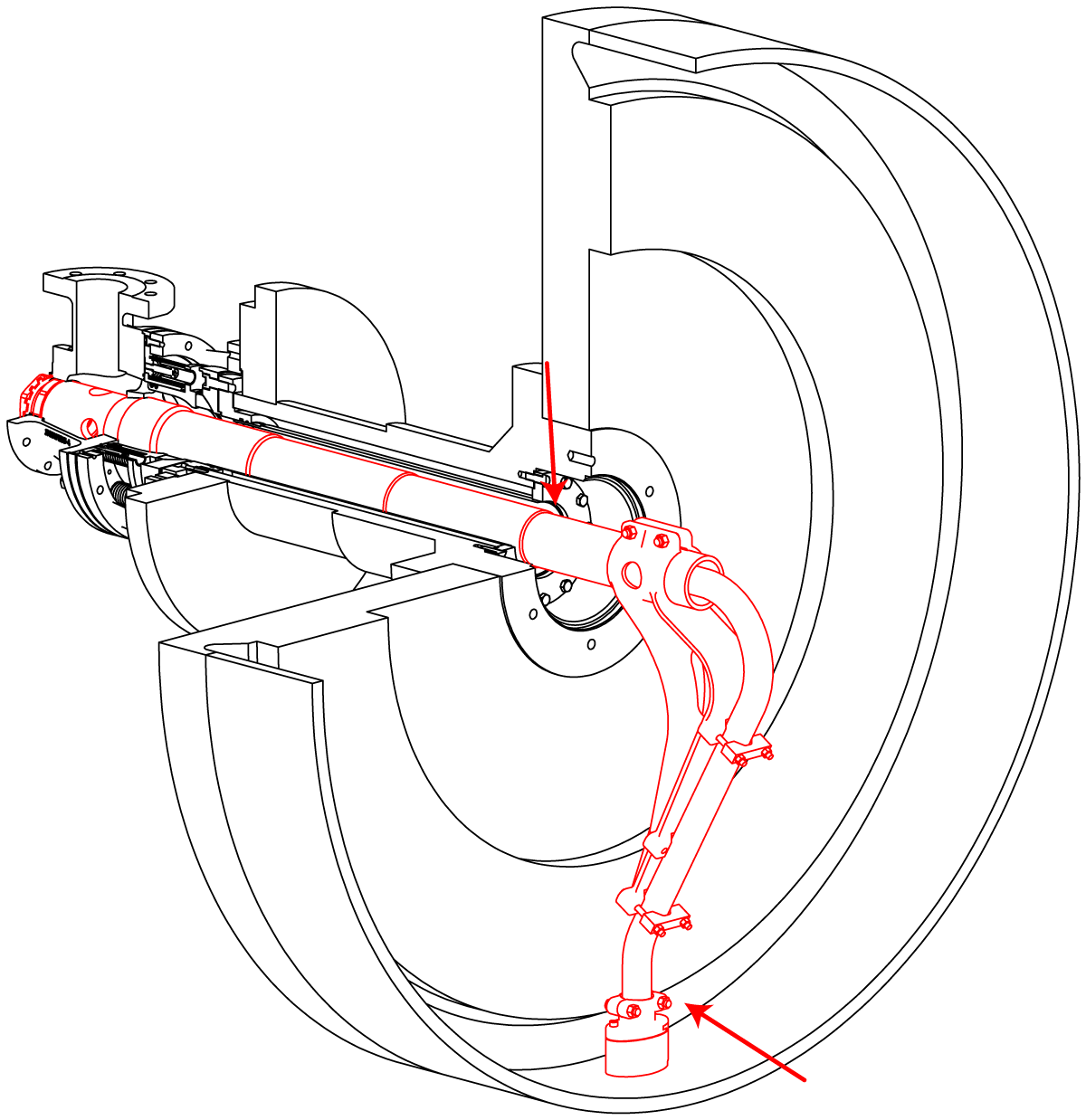
Check support bracket is vertical and syhon pick-up fitting is at the bottom of the dryer and pointed into the rotation of the dryer. Adjust circular portion of the support tube bracket so that it is 4" (102 mm) from the end of the support tube. If the dryer has a groove, center the pick-up foot in the groove. Tighten support bracket clamp bolts to 50 ft-lbs (68 Nm). Set the pickup clearance per Kadant Johnson specifications using a gauge. Secure by tightening cap screws/hex nuts.
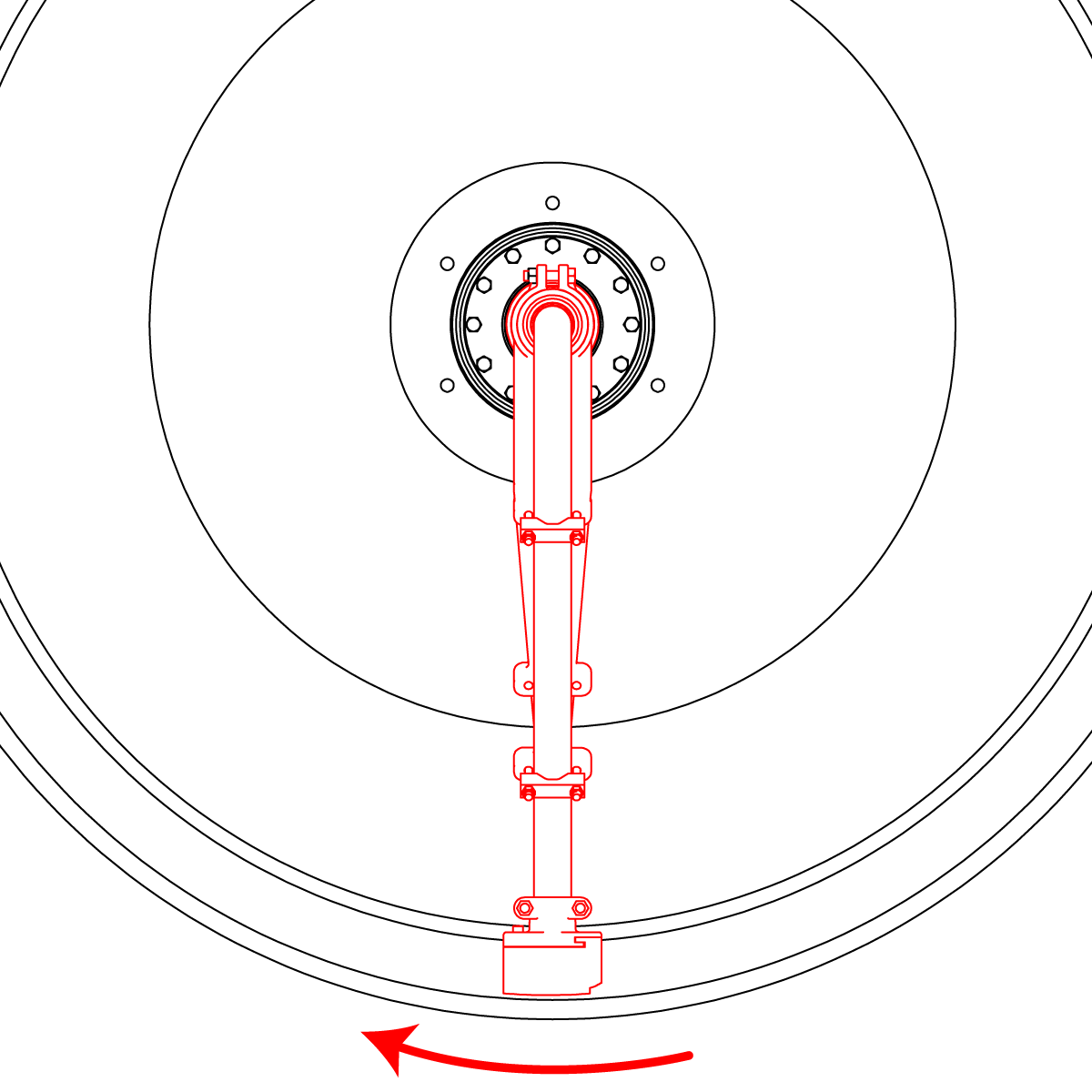
Make sure the syphon clears all obstructions, including counter weights, manway, and Turbulator® Tube™ bars.
Check the support tube clearance through the journal is at least 3/16" (5 mm). Tighten support bracket clamp cap screws to 50 ft-lbs (68 Nm).
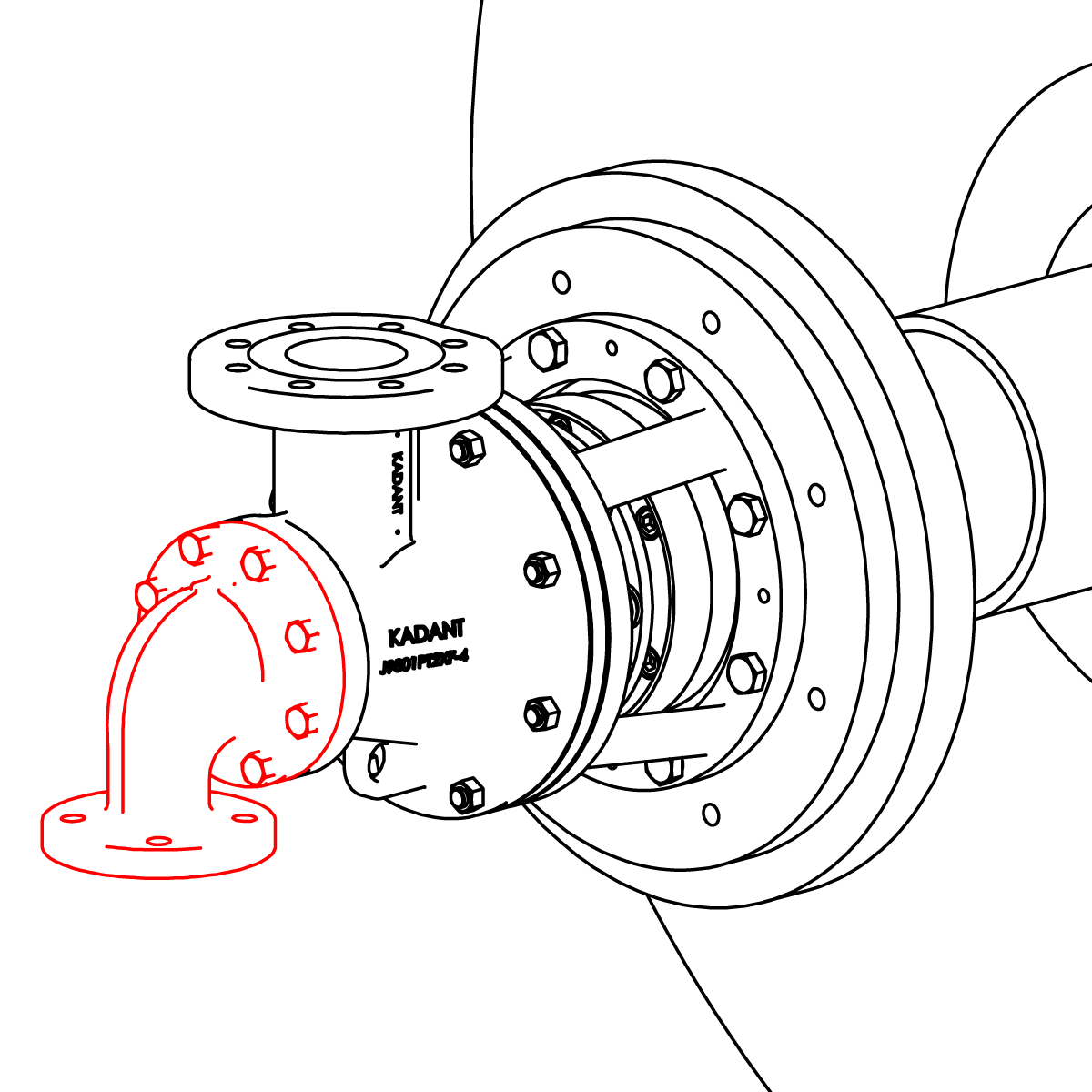
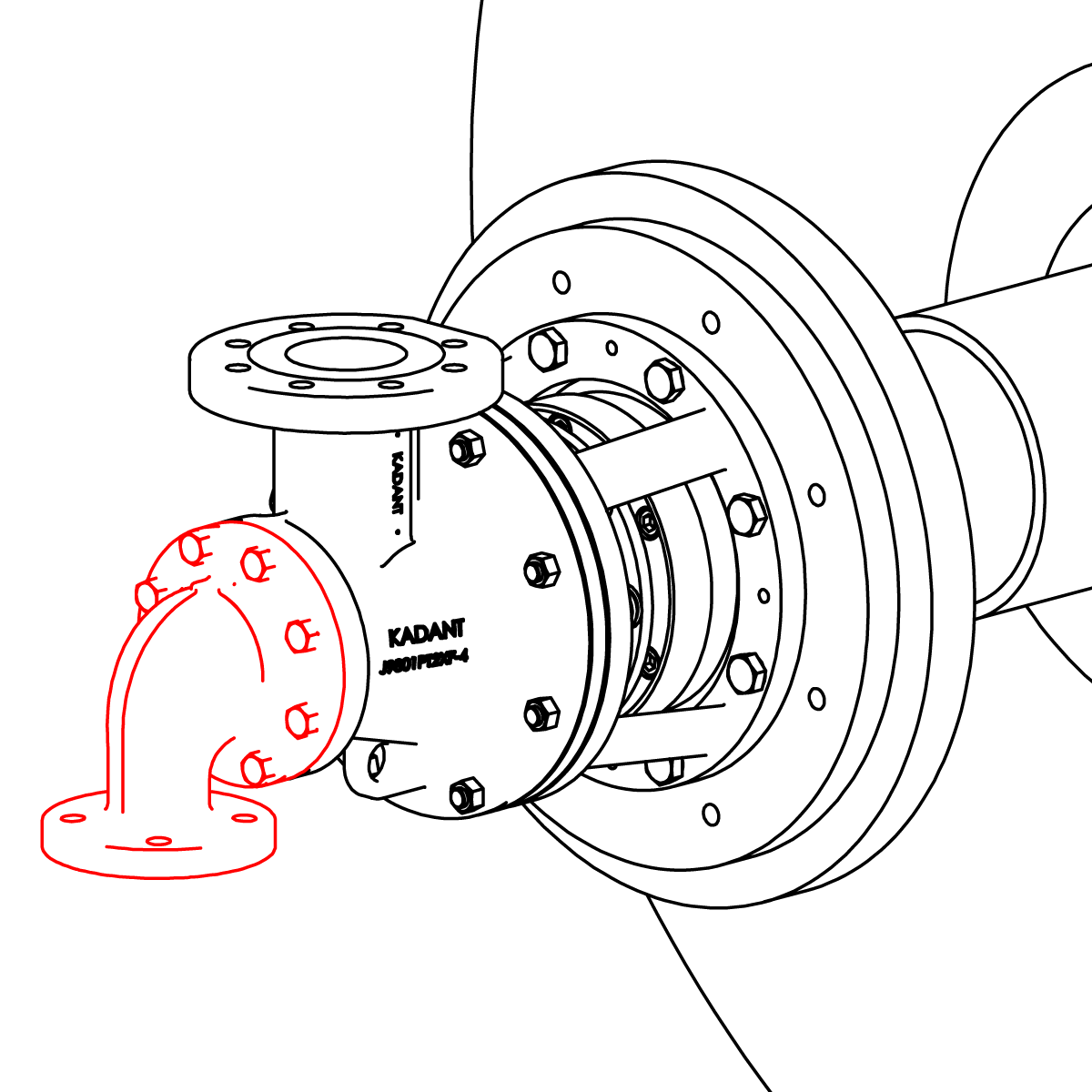
Place gasket (8) on head and install head on body with cap screws (2A). Pipe the rotary joint.
IS-9800PTX-1


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}